Directed Energy Deposition: What It Is, What It Is Uses for, And Why It’s
The past few years have seen enormous progress and interest in Directed Energy Deposition (DED). We have made much progress on all fronts in materials, device configurations, and methods. The cross-disciplinary collaboration between engineering, materials science, and plasma physics has produced a flourishing sub-field of DED. A DED system is a tool for depositing materials on a substrate in a controlled manner. The system includes an energy source, a delivery mechanism, a substrate holder, and an energy analyzer.
The energy source should ideally give a variable, non-uniform power density. The delivery mechanism translates this power density into a spatially non-homogeneous deposition rate onto the sample. The substrate holder holds the material so it doesn’t move. This helps prevent the rate of deposition from changing during the process. Finally, the energy analyzer probes the sample at different depths during deposition to determine its state at various times during deposition.

These devices are interdependent and work together; they determine how well we can achieve our goals and probe a sample during deposition. This article will discuss some of these tradeoffs to understand them better and appreciate their significance on system performance.
How Does Directed Energy Deposition Work?
The DED procedure starts with constructing a three-dimensional model in CAD software. The software then represented the layers necessary to build the completed workpiece slicing this model into layers.
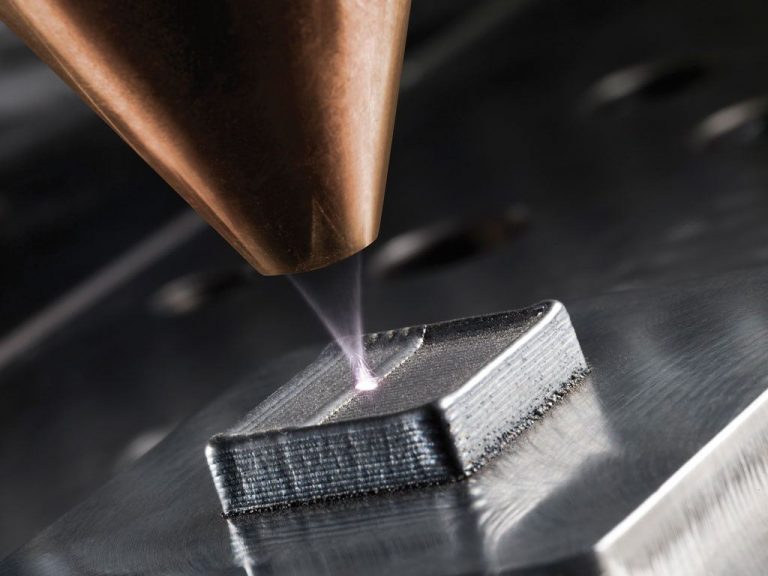
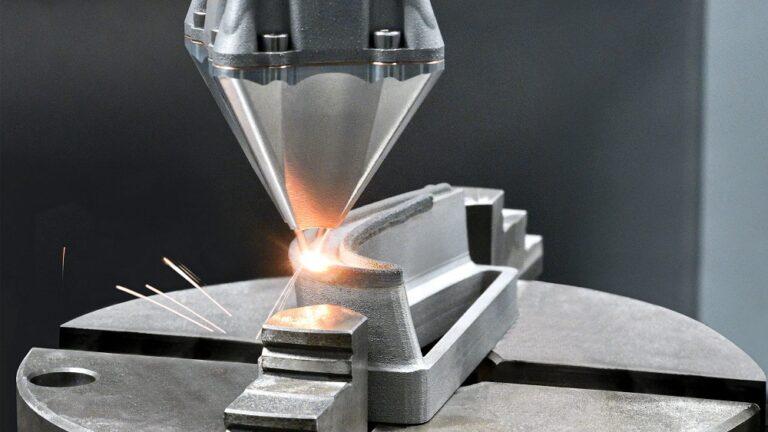
Directed Energy Deposition works by depositing molten material onto a predetermined surface, solidifying and fusing components to form a structure. Most DED machines positioned the nozzle on a multi-axis arm can move in many directions, allowing for varied deposition.
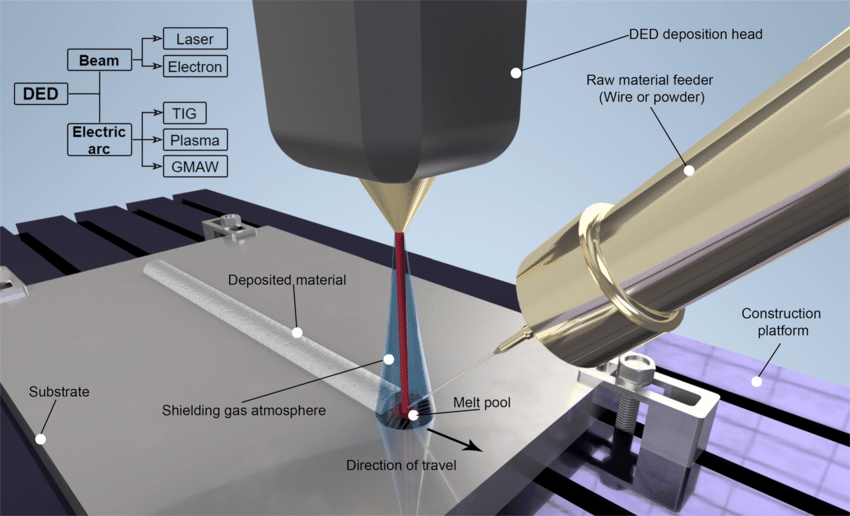
We usually carry the procedure out in a controlled environment with low oxygen levels. Electron beam-based systems operate in a vacuum when working with reactive metals, whereas laser-based systems operate in an inert chamber. During metal 3D printing, a shielding gas can also shroud the item and avoid contamination. DED is a process that employs heat to melt the powder or wire onto the surface of an object. While powder allows for more precise deposition, wire is more efficient in material usage.
Adding the material layer by layer constructs new features and solidifies the melt pool. The thickness of the layers is 0.25mm to 0.5mm. Material cooling periods are rapid, ranging from 1000 to 5000 °C per second. Although overlapping material can promote re-melting, which results in a uniform yet alternating microstructure, the cooling time affects the final grain structure. The object stays in place most of the time as the arm moves to put down the material. But if the platform goes while the arm stays still, then the other way around is true.
Materials
But you can use this procedure to work on all kinds of materials, such as metals, plastics, or ceramics. Additive manufacturing in metals using DED enables the production of parts from a variety of weldable metals, including aluminum, Inconel, niobium, stainless steel, and tantalum and titanium alloys.
Indeed, we can employ this method with metals, which can be a powder or a wire, but we can also use it with other materials. We may use DED with polymers, ceramics, and metals. AREVO’s aqua system includes polymer DED use with a carbon fiber filament to create lightweight composite components in end-use applications. When a heat source melts the thermoplastic filament, a roller compresses it to form the layers.
Commonly utilized materials by various producers are as follows:
- Titanium and Titanium alloys
- Niobium
- Inconel 718, 625
- Stainless Steels (300 series)
- Hastelloy
- Aluminium alloy 2319, 4043
- Tantalum
- Zinc alloy
- Tungsten
- Copper-Nickel alloys

Directed energy deposition types
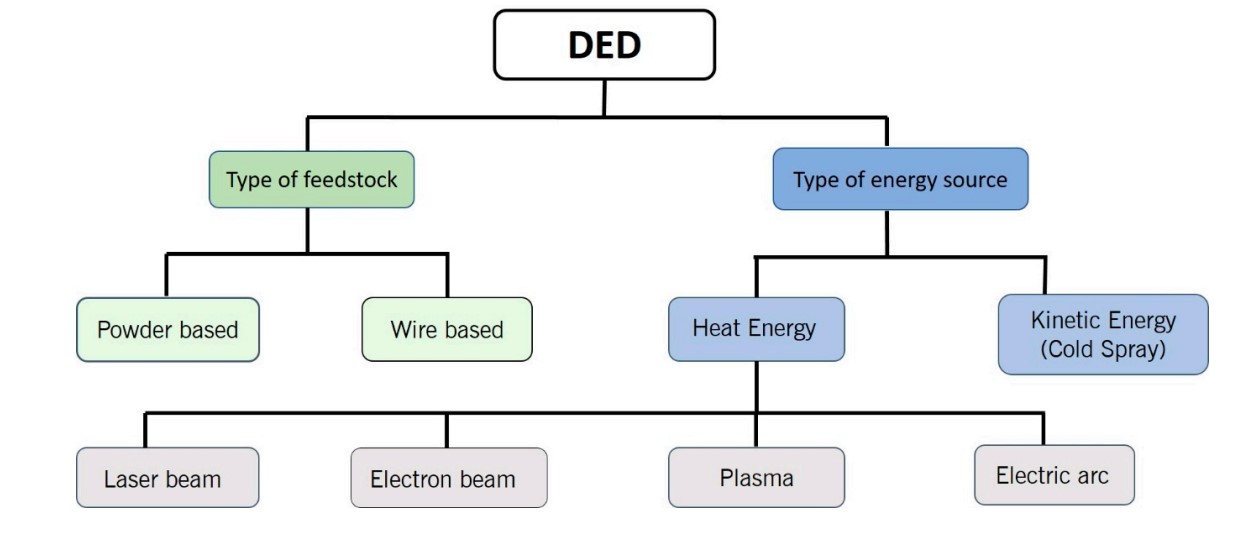
DED technology fabricates metal, ceramic, and polymer parts. However, DED technology is best known for its ability to fabricate metal components. Depending on the source of energy used to melt the material, we can divide DED into the following categories:
laser-based DED systems
A laser is an essential tool for DED systems such as Optomec’s LENS, which uses a laser to produce resin from powder.
Electron beam-based DED systems
Electron beam-based DED systems, such as Sciaky’s Electron Beam Additive Manufacturing (EBAM), employ an electron beam to melt powdered material feedstock.
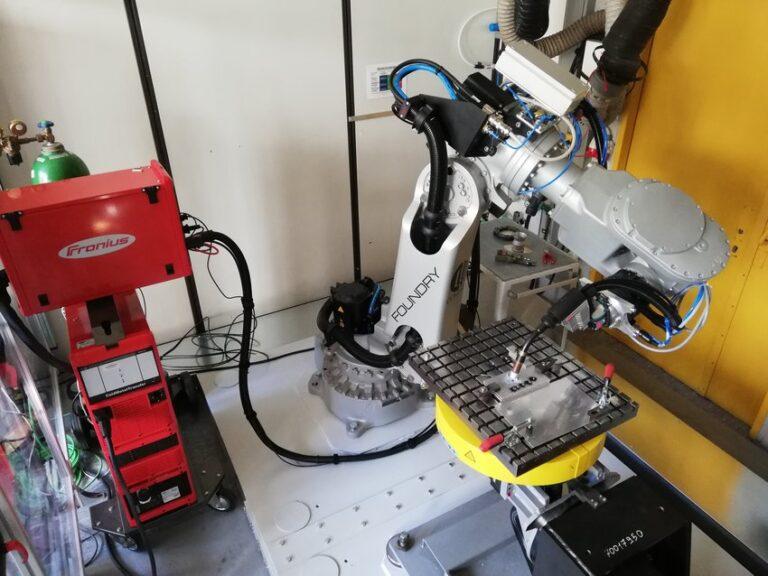
plasma or electric arc-based DED systems
The Wire arc additive manufacturing (WAAM) DED system, which uses an electric arc to melt the wire, is a type of direct energy deposition (DED) method.
Based on the material feedstock used to make the components, we may further categorize directed energy deposition technology into the following categories of directed energy deposition technology.
powder-based DED
Systems that use powder-based DED, such as Laser Engineered Net Shaping (LENS) and Laser Metal Deposition (LMD), feed powder through the nozzle and melt it with a laser or electron beam.
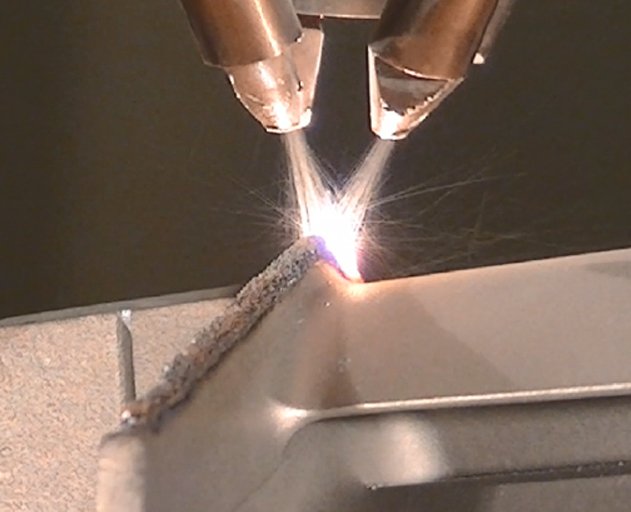
wire-based DED systems
Using wire-based DED systems, feed wires via an inlet nozzle and then use a laser, plasma arc, or electron beam to melt the wires and form the molten pool.
DED Process Control and Monitoring
Controlling the DED process is complex because of the probable participation of more than one type of material and high build quantities, rendering it prone to mistakes. Also, the bulk of users relies on expensive and time-consuming procedures, such as many trial runs, to determine optimum process parameters. The National Institute of Standards and Technology (NIST) highlights this issue. It works as a catalyst to overcome the problem of non-uniformity in printed parts by establishing improved process monitoring techniques for the speedier industrialization of DED.
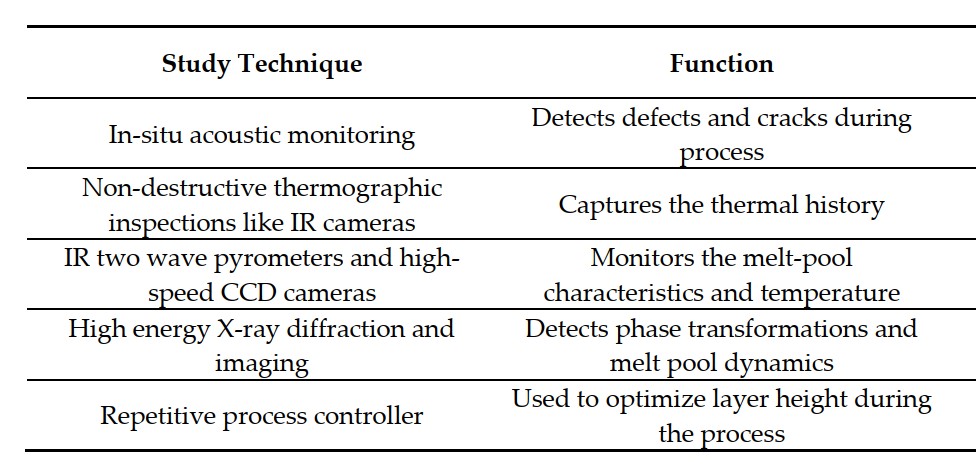
For example, porosity management in a DED system is critical, as it directly influences the component’s structural integrity. The following table reports some of the attempts made towards DED process control. However, these investigations do not give complete information on how the material’s thermo-mechanical characteristics change dynamically during the process. Hence, there is a need for the adoption of rigorous scientific methodologies which might offset these constraints and allow us to monitor material-related properties dynamically.
Recent breakthroughs in quality monitoring involve high-energy X-ray synchrotron research of DED. These investigations give insights into the DED process physics but are still far from imitating all the components in an accurate DED system. There is a lack of data for industrial DED systems. As a result, there is an insufficient amount of data to base a practical industrial design on. This problem requires further investigation.
Advantages of DED
High build rates: Compared to other metal additive manufacturing processes, DED’s more excellent deposition rates at relatively low resolution result quicker build pace.
Parts that are dense and sturdy: Because DED produces components with a greater density, its mechanical qualities are comparable to cast or wrought metal.
Almost a net form: Parts can be close to net shapes, requiring little post-processing.
Repairable – Ideally suited for applications that require metal addition to existing components, it lends itself to mending applications.
Multi-material range: Newer DED machines may hold multiple powders or wire containers, creating components with bespoke alloys.
Large parts: DED may create parts that are comparable in size. Sciaky’s EBAM printers, for example, can print pieces as tall as a few meters.
Easy material change: It fed the material on-demand from separate powder containers during the operation. It’s simple to refill or replace it.
Reduced material waste: Instead of filling the whole build platform with metal powder and powder bed fusion (SLS and DMLS), DED only deposits the material it needs during the process, reducing waste.
Disadvantages of DED
High initial investment: Direct energy deposition systems are relatively costly than other metal additive manufacturing systems.
Low build resolution: DED-produced parts have a reduced build resolution and a soft surface quality. It will resemble sand or investment castings and will need additional processing such as machining or aqua blasting, which will add time and expense to the operation.
No support structures-We cannot employ support throughout the build process depending on how the DED system manufactures parts, thus features like overhangs will not be workable.
Typical uses for directed energy deposition
DED is already in use in major industries such as aerospace, defense, oil and gas, and marine propulsion, for example, aircraft frames and structures, refractory metal components, ballistic material tooling repair and reconditioning, and marine propulsion, among others.
Parts manufactured using DED, like those made with any other subtractive manufacturing technique, maybe heat-treated, hot-isostatic-pressed, machined, or polished in any standard way, opening up a slew of new possibilities. We use DED in most hybrid production systems, becoming increasingly widespread.
DED Metal Parts for Biomedical Use
Compared to casting, DED is a better way to make implants porous: Changing the orientation or geometry of the build can change the mechanical properties of the implants. We combine different materials and get useful properties by varying the materials’ densities. One of our innovations is the use of a new functionally graded material. It is easier to make the implants for a specific patient because they have unique needs. The most common biomedical uses include Ti and its alloys, Co-based alloys, 316L stainless steel, and Ni-Ti-based alloys. In the orthopedic and dental implant industries, additive-produced parts have gained popularity.
In 2012, biomedical applications accounted for 16.4% of all revenue in the AM sector. Metal DED applications in the biomedical industry appear to be promising, with a developing trend in the future, particularly in dental, orthopedic, and cardiovascular applications. Biocompatibility experiments on porous Ti-6Al-4V implants manufactured using LENS demonstrated cell growth capacity on implants with pore sizes of 200 m or bigger. In-vivo biocompatibility tests using porous Ti-6Al-4V produced by DED also show that a pore volume fraction of 0.40 (maximum limit) can speed up the healing process by facilitating cellular fixation.
Welding and Cladding
Conventional welding produces high residual stress(RS) at interfaces, mainly when fusing dissimilar metals. This stress might lead to early failures, with disastrous consequences. DED may modify the composition according to the location, allowing for a seamless transition from one joint to the next. We might accomplish this by creating a gradient path that avoids the undesirable phases revealed by multi-component phase diagrams. The residual stress (RS) will be less, and the mechanical strength of the joints will be better.
We commonly employed cladding to cover substrates with corrosion-resistant protective coatings or improve tribological qualities. Due to the option of using functionally graded alloys, adopting DED for cladding two different materials has an extra benefit. Another useful method is multi-axis cladding, which enables the deposition of layers along any angle axis. DED has a significant edge over other AM systems in this regard.
Bulk Combinatorial Alloy Design
DED’s ability to build alloys with compositional gradients is a unique feature that sets it apart from other AM methods. For example, in one study, researchers used DED to treat a Ti-6Al-4V to V gradient and a 304L steel to Invar 36 gradient. The goal was to construct the gradient route to avoid undesired brittle phases in the microstructure, resulting in higher mechanical characteristics for the printed parts. We used multicomponent phase diagrams to accomplish this.
Another research employed Cr-V-Mo hot working tool steel and Ni-based maraging steel as basic materials in various ratios. We rolled the alloy in hot strips and characterized their properties to identify optimal alloy mixes. The high V solubility in this HEA leads to solid solution strengthening, which results in increased hardness as V increases.
Construction Materials
DED has many of the same benefits as AM, but DED does not work well for building large structures. Nonetheless, utilizing this technique to create highly specialized parts might be helpful. Prismatic structures result from traditional casting (uniform microstructures). With DED, it might be possible to make structural components have different compositions and microstructures, making them more durable.
It’s worth noting that the construction sector accounts for around 30% of overall greenhouse gas emissions. It might reduce this by adopting additive manufacturing for mass production of specific parts.
Hybrid Additive Manufacturing
DED printed parts have several issues, such as RS and a lack of surface quality. It has created numerous hybrid AM techniques to overcome these issues without additional post-processing. Hybrid CNC-AM systems completely integrate additive and subtractive manufacturing capabilities, further utilized to boost productivity and market competitiveness. Combining the pre-and post-processing steps into a single process results in components that are accurate even when produced in large quantities.
Hybrid manufacturing is a new technology, with many applications in the real world. We need more studies about hybrid manufacturing so we can use it in new products. Process optimization tactics and advancements in software integration would be the essential measures to improve such devices. Inter-pass rolling and Ultrasonic Vibration Assisted LENSTM are two secondary processes that complement the performance of DED parts (to mention a few). Both are used for grain size refinement to improve the mechanical qualities of the parts.
Near-Net-Shape Parts
DED may manufacture identical parts to those made with traditional machining. We chose DED for the parts that need to be for applications where traditional fabrication is expensive or sluggish. DED method is perfect for manufacturing machined parts from costly or hard-to-cut metals.
As a result, DED lends itself to fabricating objects such as aerospace brackets, tanks, and ribs. Near-Net-Shape part production tends to be employed predominantly within the aerospace, military, power, and marine industries. While this technique can offer superior product design, time-saving, and cost savings, we do not judge it suited for small, high-volume applications because of the set pricing structure and post-processing needs.
Feature Addition
While DED can print onto existing parts, it is excellent for adding extra functionality. Advances in multi-axis robots and software have enabled complicated forms to be produced, beneficial if the additional feature is expensive to produce using conventional approaches.
DED also enables numerous metals to be utilized by changing the feedstock while printing. There are significant technical issues concerning design and bonding qualities for dissimilar metals for this switching successfully.
Repair
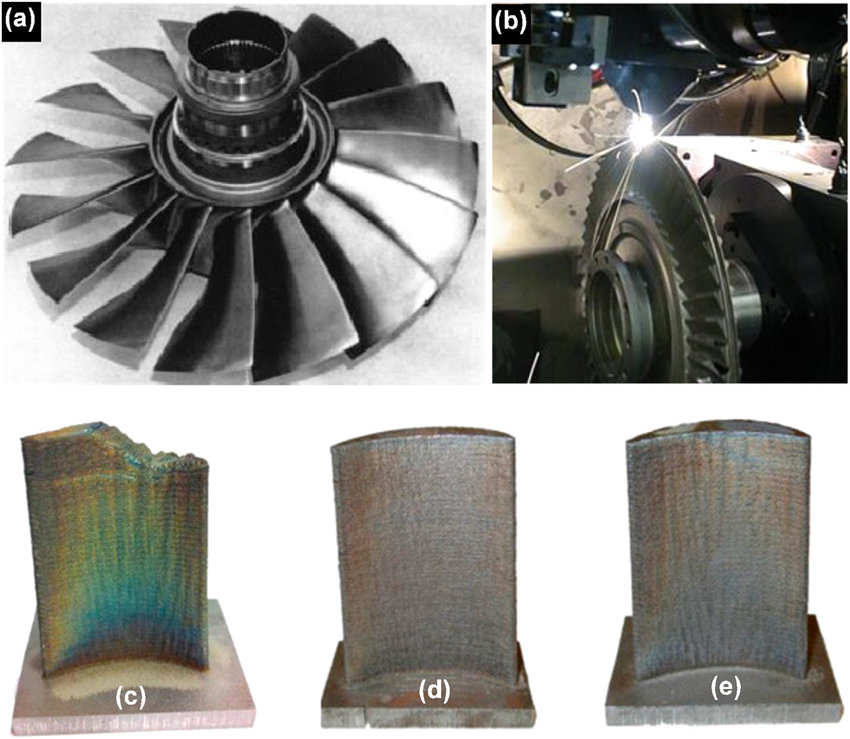
Direct Energy Deposition is progressively replacing conventional procedures for the repair of parts. Since it is an automated process, DED delivers excellent levels of control and reproducibility, which is particularly critical for complicated and accurate functions. We have already used the method for restoring broken turbine blades or propellers.
DED Market Leaders
laser DED machine
There are several DED 3D printer manufacturers on the market today. The beAM is one of the leading companies in this industry, with three products: the Magic 80, the Modulo 250, and the Modulo 450, all of which use lasers as heat sources. Other laser DED machine manufacturers include Trumpf, Optomec, FormAlloy, DMG Mori, InssTek, Relativity, Etc.
Optomec’s LENS Technology
Optomec’s LENS Technology Lasers are used in LENS 3D manufacturing systems to layer by layer manufacture items directly from powdered metals, alloys, ceramics, or composites. It must carry the LENS procedure out in a hermetically sealed room filled with argon to keep oxygen and moisture levels at a minimum. This method avoids oxidation and keeps the component clean. The metal powder is supplied straight to the material deposition head. The material deposition head goes on to the next layer once it has deposited a single layer. The entire portion is created by stacking consecutive layers on top of each other. When the component is ready, it can be heat-treated, hot isostatically pressed, machined, or polished in any desired way.
Optomec’s Aerosol Jet Technology
Optomec’s Aerosol Jet Technology Printing functional antennas and sensors directly onto consumer and industrial components with Optomec Aerosol Jet 3D printing technology is a cost-effective, scalable technique that turns them into intelligent Internet of Things (IoT) devices. LTE, NFC, GPS, Wifi, WLAN, and BT are all viable printed antennas. This method is similar to basic deposition methods. However, it is better suited to complicated compound curved surfaces.
Aerosol Jet systems are well-suited for developing, fabricating, improving, and repairing high-performance electrical and biologic devices for consumer electronics, semiconductor packaging, displays, aerospace/defense, automotive, and life sciences applications. We may use the aerosol Jet technique with conductive nano-particle metal inks, dielectric pastes, semiconductors, and other functional materials.
Laser Deposition Welding (LDW)
DMG MORI specializes in Laser Deposition Welding (LDW) and Hybrid Manufacturing. Metal deposition by powder nozzle is used in the Laser Deposition Welding (LDW) additive manufacturing method, up to 10-times quicker than PBF technology. In addition, DMG MORI has combined its LDW additive manufacturing technology into a 5-axis milling machine. They have developed a hybrid method that combines the freedom of laser metal deposition with cutting accuracy, allowing additive manufacturing to be done in milling quality.
electron-beam DED systems
In terms of electron-beam DED systems, Sciaky Inc. commercializes EBAM technology, including up to five distinct machines and the ability to construct your unique system. Evobeam GmbH is another producer. Norsk Titanium, WAAM, GEFERTEC, Prodways, and Lincoln Electric are the plasma arc DED 3D printer manufacturers.
Sciaky’s EBAM
Sciaky’s EBAM (Electron Beam Additive Manufacturing) 3D Printing Technology Electron Beam Additive Manufacturing (EBAM) is a large-scale additive manufacturing technology for metal structures. Layer by layer, the Sciaky company’s Electron Beam (EB) cannon deposits metal through a wire feedstock until the component reaches near-net form and is ready for final machining. The rate of metal deposition varies between 3 and 9 kilograms per hour. Titanium, tantalum, and nickel are all compatible metals. We can also repair damaged parts using this DED process.
conclusion
Due to the intense heating and cooling rates, various far-from-equilibrium and highly dynamic events occur during DED. These include a dynamic melt pool, melting powder and vaporization, fast solidification, and phase change. Due to many complex interconnections, such transient occurrences frequently result in a considerable dispersion in mechanical properties of printed components, resulting in undesired phase transitions and grain structures, residual stresses, and porosities.
Further research into the relationship between composition, process parameters (powder feed rate, laser power, and velocity), process signature (melt pool stability and dimensions), and the microstructure, pore content, residual stresses, and macroscopic properties of the resulting melt pool will be highly beneficial to the advancement of this technology. The process physics of alloy systems and composite systems are likely to differ, and we need further experimental and computational research in each field.
After synthesizing the relevant literature, the main contribution of this research was the creation of process maps for DED. Researchers will use this map to anticipate their desired operating ranges for various alloy classes, but additional research is needed to broaden our study to include other material systems. These are brand-new techniques to overcome some of AM’s drawbacks. To advance these technologies beyond the current state of the art, we need further study in this field.
FAQ
Directed-energy deposition (DED) is a type of additive manufacturing or 3D printing that uses a coaxial feed of powder or wire to produce a molten or sintered layer on a substrate using an energetic source (typically a laser).
Directed energy deposition techniques can build far larger metal parts than traditional 3D printers since the size of the things created is only limited by the reach of the multi-access arm. DED printing is widely utilized in the aerospace industry to build structural parts for satellites and military planes.
Wire Feed Metal Deposition (WFMD) is a new Rapid Fabrication technique developed for the multilayer manufacturing of metal parts. Current commercial metal-based Rapid Manufacturing (RM) technology uses costly energy conversion technologies such as Laser and EBM to tiny heat regions.
The DED method may use a wide range of materials, including titanium, aluminum, tungsten, stainless steel, and superalloys.
Refrence
- https://engineeringproductdesign.com/knowledge-base/direct-energy-deposition/
- https://make.3dexperience.3ds.com/processes/directed-energy-deposition
- https://markforged.com/resources/learn/3d-printing-basics/3d-printing-processes
- https://www.3dnatives.com/en/directed-energy-deposition-ded-3d-printing-guide-100920194/
- https://www.twi-global.com/technical-knowledge/faqs/directed-energy-deposition