Binder jetting is an additive manufacturing process that deposits a liquid binding agent over powder particles. This creates high-value, one-of-a-kind parts and tools made from metal, sand, ceramics, or composites. The technique involves laying down layers of material, creating a solid object one layer at a time. This utilizes a map from a digital design file until the thing is complete.
We covered the fundamental concepts of Binder Jetting 3D printing in this introduction. After reading this article, you will have a better grasp of the Binder Jetting process’s benefits and limitations.
What is Binder Jetting?
Binder Jetting refers to a group of additive manufacturing techniques that involves depositing a binder onto the powder bed in a layer-by-layer process, gluing the regions together to make a solid component. Binder Jetting utilizes metals, sand, and granular ceramics the most regularly.
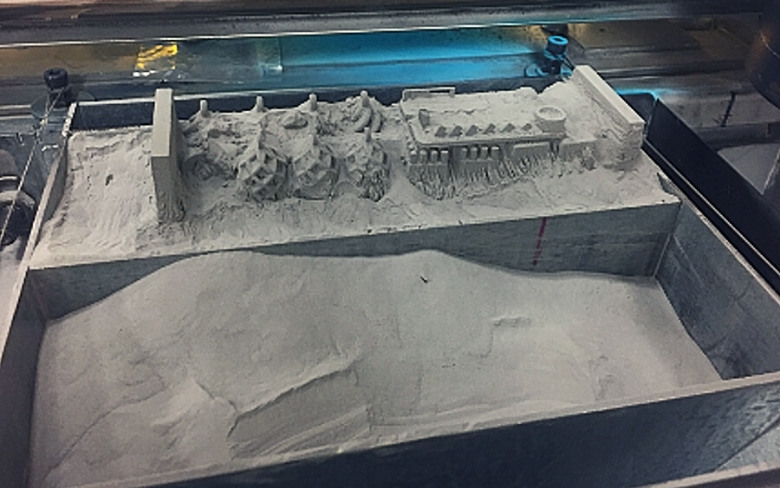
We use binder Jetting to create prototypes in full color. We also use it to make molds, like the giant molds used to cast figurines and sand-casters used to cast large sculptures.
With so many uses, it’s critical for a designer who wants to make the most of Binder Jetting’s capabilities to comprehend the process’s fundamental physics and how they relate to the process’s primary benefits and constraints.
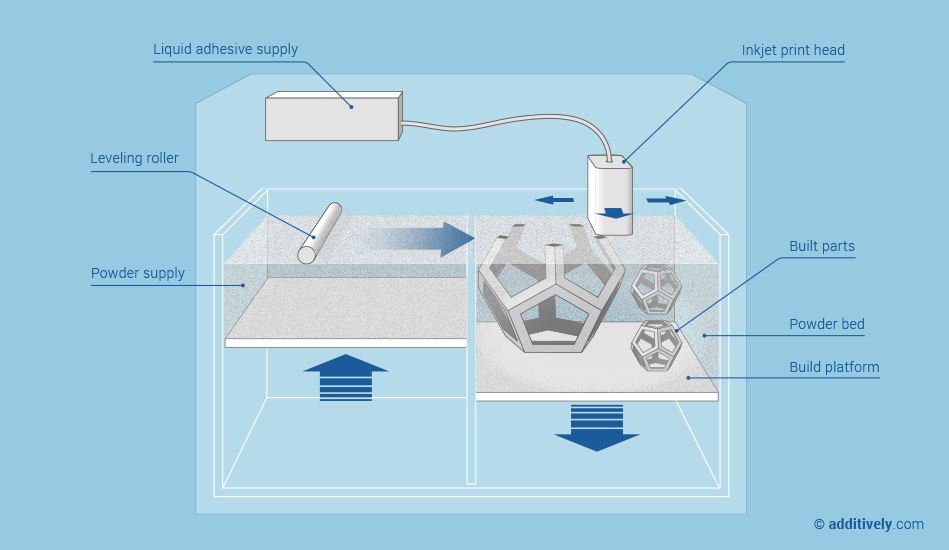
Step-by-Step 3D printing
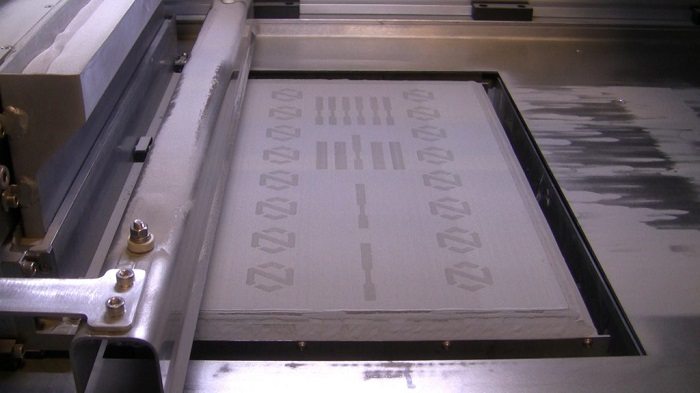
- The roller disseminates the powder material throughout the build platform.
- The print head places the binder glue on top of the powder where necessary.
- The layer thickness of the model lowers the construction platform.
- They apply the second coating of powder on top of the first. When powder mixes with liquid, the two combine to create a solid object.
- The unbound powder stays in the area around the item.
- It continued the technique until the item was complete.

Technical Info
Binder jetting is a process that uses metal, polymers, and ceramic materials. Color printing is also possible using Binderjet. The method usually is quicker than others, Increasing the number of material-depositing print head holes will usually make the method even quicker. By varying the ratio and individual qualities of the two materials, the two-material technique allows for a wide range of possible binder-powder combinations and mechanical properties of the final model. As a result, the method is excellent for situations requiring a high-quality interior material structure.
The adhesive binder holds layers of construction material together, which are commonly in granular and powder form. The print head deposited the binding substance in tiny quantities while employing the powder material to make up most of the total object mass. By increasing the viscosity of the components, a heated build chamber can assist speed up the printing process (Chua et al., 2010).
Post Processing: A high-quality finish can take a long time to achieve because the binder must polymerize and the printed material must cool on each layer. (Gibson et al., 2010). Post-processing is often necessary to strengthen the item and improve the mechanical and structural qualities of the binder material (Gibson et al., 2010).
Advantages & Disadvantages
Advantages
- It is possible to make parts in a wide range of colors.
- we can use metal, polymer, and ceramic materials.
- The procedure is usually quicker than others.
- The two-material technique provides for a wide range of binder-powder combinations and variable mechanical qualities.
Disadvantages
- It is not suitable for structural parts due to the use of binder material.
- Additional post-processing can extend the total procedure by a substantial amount of time.
binder jetting 3d printer Parameters
The binder jetting 3d printer manufacturer specifies almost all process parameters in Binder Jetting.
The average layer height for full-color models is 100 microns. The average layer height for metal components is 50 microns and 200-400 microns for sand-casting mold materials.
Binder Jetting has a significant benefit over other 3D printing methods in that bonding occurs at room temperature. This implies that thermal effects do not cause dimensional distortions in Binder Jetting. This includes warping in FDM, SLS, DMSL/SLM, and curling in SLA/DLP.
Binder Jetting machines have one of the highest build volumes, up to 2200 x 1200 x 600 mm. This is compared to other 3D printing methods. People use the majority of these giant machines to make sand-casting molds. Metal Binder Jetting systems often have bigger build sizes, up to 800 x 500 x 400 mm. This allows for the simultaneous manufacture of many pieces simultaneously. The post-processing procedure limits the maximum part size to a suggested length of up to 50 mm.
Binder Jetting does not require any support structures. The surrounding powder provides all necessary support to the component. Metal Binder Jetting is significantly distinct from other metal 3D printing procedures. It doesn’t require significant support systems and allows for freeform metal structures with minimal geometric constraints. Geometric imperfections in metal Binder Jetting are primarily due to post-processing procedures, described later.
BJG, multi-phase process
BJG technology can process metals/alloys. This includes alloys based on aluminum, copper, iron, nickel, and cobalt.BJG technology can also process ceramics. This includes glass, sand, graphite, etc. It should, however, function with any powder-based product and allow for color printing. The BJG process uses metal/ceramic-based material as a component. the system, adds a binder substance to glue the metal/ceramic powder material between and within the layers. The binder is often a liquid, whereas the metal/ceramic is a solid powder.
The printing operation is similar to any other approach for creating an AM part. The CAD model states that the system spreads metal/ceramic powder. Then, the system applies a layer of binder to cover the powder metal/ceramic layer. The four-step process starts with printing parts. The second step is curing.
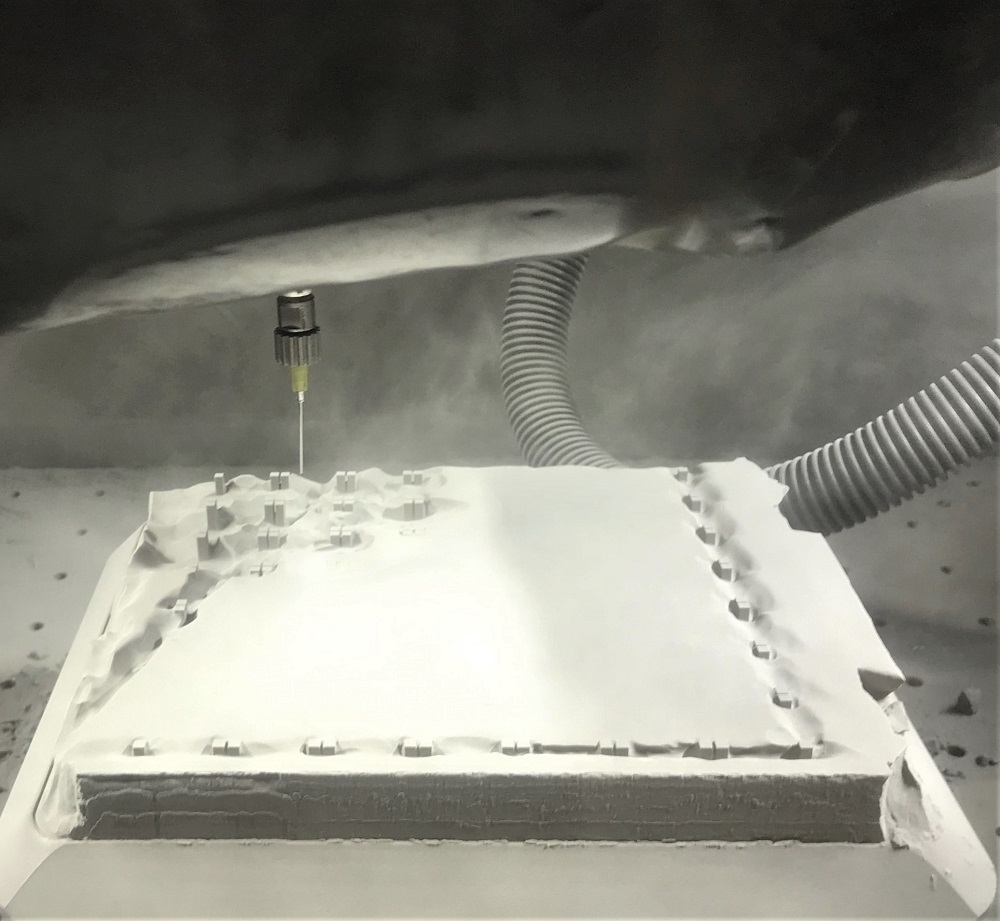
Next, the de-powdering process removes excess powders. The fourth step is sintering, which bonds the powders together.
The process ends with annealing, which heats the parts to make them more malleable, followed by finishing. These post-processes, the sintering of the parts, can take even longer than the printing itself and involve considerable expenditures.
BJG has a notable advantage. It can manufacture pieces without support structures. The machine prints the individual parts onto an unbound loose powder bed. As a result, it may layer the whole construction volume with many sections with just a few layers of space between them.
mechanical properties of BJG parts
BJG uses binders as adhesives. This results in suboptimal material qualities for aerospace and vehicle parts. The binders may cause porosity, which is a common issue with the standard sintering method. The printing process is quicker than SLM/EBM methods and may be sped up by increasing the number of print head holes that deposit the material and binder. It also provides a two-material approach in which different powder-binder combinations can cause variable mechanical capabilities by adjusting the powder-binder ratio.
It can also employ coarse powders in this method, which reduces the cost of producing fine particles. Because these methods don’t heat up during the building process, there are no residual stresses in the parts, unlike the SLM process, which does. BJG is one of the most cost-effective AM components for creating three-dimensional objects with additional functionality. Because there is no melting in the BJG process and the consolidation takes place through sintering, there is always the chance of porosities, and the volume, size, and form of the pores may change across components produced in the same batch.
Because we print the part with a binder, we expect the part to have a coarse microstructure. We cure, sinter, and anneal the parts after printing. As a result, the mechanical properties of BJG parts are not as robust as those of SLM/EBM parts.
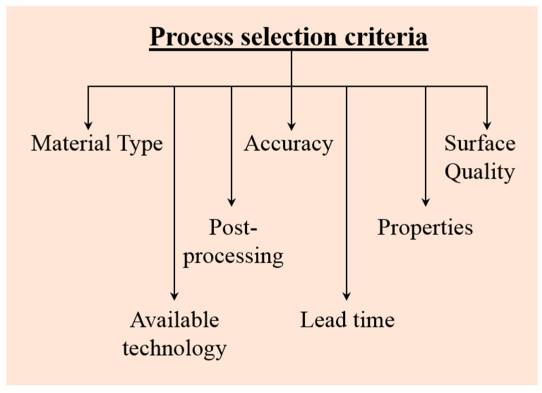
Considerations for Process Selection
The first stage in our decision process is determining whether there is any benefit to employing AM for specific sections. It must follow various rules to determine if it is helpful to create a part using one of the AM methods. We are not going into detail about the criteria because it is outside this post. However, suppose we recognized that AM is necessary to produce a specific part. In that case, we must consider many parameters to choose the best AM method (BJG/SLM/EBM) for fabrication(figure below).
Processable Materials and Their Properties
- When deciding which AM technique to use, it helps to know the kind of material you are working with.
- HEAs comprise over three or four elements in equiatomic form with a wide variety of melting temperatures, making them challenging to treat using any fusion method.
- It employed several reports on the processing of HEAs by SLM and EBM because of the challenges involved.
- BJG is the obvious choice because it reduces the process complications (due to alloying elements with a wide melting range, differences in thermal conductivities between alloying elements, differences in coefficients of thermal expansion between alloying elements, And so on) observed in the SLM/EBM processes.
- Super high-strength materials, such as diamond, which also has a high melting point, cannot be processed by EBM or SLM; hence, BJG is the only option.
- SLM/EBM processing of diamond may cause an undesirable phase shift in the diamond.
- When you’re working with glassy/amorphous materials, you might not be able to use EBM because their high temperatures will crystallize them.
- When used to process amorphous alloys, BJG cannot provide enough cooling rate control because the amorphous alloys crystallize too during de-binding and sintering. Thus, SLM may be the only processing technique with enough cooling rate control to treat such amorphous alloys.
Binder Jetting Materials
There are a variety of materials that can make Binder Jetting powder. The way we will use the part determines which powder to use. Most of the time, the cost of ceramic powders is low. People who use metal powders are more expensive than people who use DMSL/SLM materials. Unlike the SLS process, we can reuse all unbonded powder, saving more material.
full-color Sandstone
Full-color models that are not functional
Very brittle
Silica Sand
Very high thermal resistance
Excellent for sand casting applications
Stainless steel(bronze infiltrated)
Good mechanical properties
possible to machining
10% of the internal porosity
Stainless steel(sintered)
Good mechanical properties
High resistance to corrosion
3% of the internal porosity
an alloy of Inconel (sintered)
A lot of good mechanical properties
Good heat resistance
High chemical resistance
tungsten carbide(sintered)
Very high hardness
use to make cutting tools.
Types of Binder
We may categorize the binding agent it uses to combine the materials to make the part into the following classes. Binders are essential to the BJ process’s effectiveness. The type of binder you use will depend on your powder or system, as well as how you intend to use it.
Exon, the pioneer of this binder technology, employs the below-listed binders.
- Furan Binder is a furan-based adhesive.
- Binder made of silicate.
- phenolics based Binder
- Binder with an aqueous base
Post-Processing
BJG would be a good choice for fabricating 316L for use in the fabrication of functional, electrochemical, or biomedical devices because it’s strong and resistant to corrosion, but it contains internal pores that could aid in device function. It’s cheap and meets all of the part’s needs. SLM and EBM are both technologies that can make near-net-shaped parts. With SLM or EBM, you may need extra work like electro-polishing or surface coatings.
If this is the case for a part made with SLM or EBM, BJG is also a strong competitor. One of the main drawbacks of BJG is that it requires much extra work after the parts printing process. Another thing to keep in mind is that if the parts are huge and can’t fit in the chamber of SLM/EBM, then the only choice is BJG. This means that the size and shape of the finished component and the post-processing needs play a significant role in which fabrication process is best for making it.
Surface Quality and Tolerance Levels
Another thing to think about with AM parts is how they look. In SLM, if large powder particles (30–120 m) are used to make the parts, they’re not very smooth. It would be better to use particles 20 m or less to get a smooth surface finish on the made parts. Yet, a powder with small particles (20 m or less) will make it difficult to move, making it hard to disperse on the surface. Another thing to keep in mind is that making powder with small particle sizes will raise the costs of making the powder. The surface quality of the parts is also essential in the EBM process. The BJG process can use powder particles of any size, leading to better surface quality for the parts. This shows that the surface quality requirements also play a big part in deciding which fabrication process is suitable for the job.
tolerance
The parts made by BJG have to have much tolerance. This is because the BJG manufacturing process goes through heat treatment. For example, sometimes, the sintering process may take a long time and cause distortion or significant changes in dimension. When making parts, we should add extra material to avoid warping or changes in size during thermal treatments. These additional allowances can then be machined off to exact dimensions later.
Such thermal treatments require more post-processing and materials to make the correct size parts. The SLM/EBM processes make very accurate parts, or only minimal tolerances are needed. People use the SLM/EBM process when there are stringent rules about the dimensions of the parts. When there aren’t any rules, the BJG process is used. This is another thing to think about because methods like EBM and BJG require much time for the chamber to cool down after the fabrication process. The SLM process doesn’t need this kind of time. Because the different AM processes have different process chains and fabrication times, the lead time is another essential thing. There are also other things to think about when choosing a powder:
- The size of the powder.
- The number of parts to be made.
- The complexity of the design.
- The resources were available.
Some of the above factors, such as what kind of material will be processed, how much technology is available, and what properties the part must have, are much more important than these other factors.
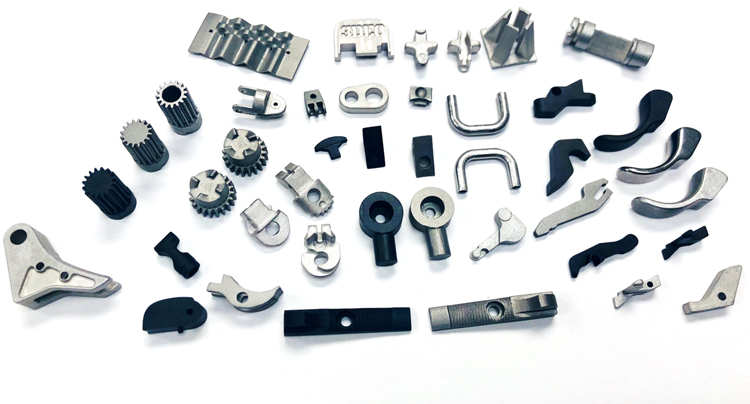
Metal Binder Jetting
A process called Metal Binder Jetting is up to 10 times more cost-effective than other metal 3D printing methods (DMSL and SLM). Binder Jetting has a large build size, and the parts that are made don’t need any support structures while they are being printed, which allows for complex shapes to be made. This makes metal Binder Jetting a good choice for making low-to-medium amounts of metal.
The main problem with metal Binder Jetting parts is that they don’t work well in high-end applications. However, the material properties of the parts made with Metal Injection Molding, which is one of the most common ways to make metal parts in large quantities, are the same as those made with Metal Injection Molding.

Infiltration or sintering, for example, must be done after printing Metal Binder Jetting parts to make them strong because it mostly made them of metal particles bound with a polymer adhesive. When a part is printed, it goes into a furnace, where the binder is burned away, leaving voids where it used to be.
The part is about 60% porous. Bronze is then used to fill in the voids by capillary action, making parts that aren’t very porous and strong, making them less likely to break. If you print something that has many holes in it, you put it in a high-temperature furnace to get rid of the binder and make the metal particles stick together.
What is the difference between binder jetting and other additive techniques?
There are several 3D printing processes available today, and there is sometimes uncertainty regarding the benefits and drawbacks of these options. Binder jetting is well-known among additive manufacturing techniques, particularly for its high volumetric output. It is also the most akin to traditional paper printing among additive manufacturing methods in simplicity and speed. The binder, like ink, flows through the layers of powder, which, like paper, produces the final result.
3D printer with one head
Many other types of 3D printing, on the other hand, construct objects using a single point — frequently a laser or nozzle — that extrudes, melts, or welds material together. A build plate and supports may be necessary for component stability for some metal printing methods throughout the build process. Such procedures need substantially more material and time to draw each portion, layer by layer, using a single point. Additional lasers may be added to fight the sluggish pace of drawing out a component with a single issue with a head, increasing the expense of such systems. Furthermore, the heating and cooling that occurs during these lengthier metal build cause residual stresses in the component that must be released in a separate post-processing step.
Binder Jet Distinction
Binder jetting is distinctive in that it does not use heat during the building process for metal components and prints total layers of multiple pieces fast utilizing a large gantry of printheads. In most cases, the parts are supported by the loose powder in the workbox, avoiding the need for a build plate or supports. As a result, binder Jetting can print many components or considerable parts quickly and cost-effectively. Finally, when the shape has been produced, portions printed in metal powder are fused simultaneously, resulting in a high-quality microstructure with excellent grain isotropy.
Binder jetting stands out among 3D printing processes due to its high speeds and material versatility as a technology that can alter traditional high-volume production and bring the design, cost, and sustainability benefits of 3D printing to the public.
Major players in the binder jetting industry
ExOne
ExOne is one of the most experienced metal binder jetting companies and has released four metal binder jetting systems throughout its career, each building on the preceding.
this company, for example, debuted the Innovent+ in 2018, ushering in a new generation of metal binder jetting devices. Although the system is slower than ExOne’s prior M-Flex 3D printer, it includes two unique vital characteristics.
To begin, it has an Ultrasonic recoated, which was designed to increase powder flowability and facilitate material change-over. The new coater, according to ExOne, is the most sophisticated powder pouring technology on the market.

For increased material compatibility, the recoater comes with four screen configurations. This functionality is essential since it allows the machine to process conventional MIM powders.
Other powder bed metal 3D printers, especially those that employ a laser or an electron beam, need carefully designed powders to perform reliably. On the other hand, such powders are frequently far more costly than materials used in standard metal processing procedures.
ExOne can offer its machines cost savings and better material flexibility by allowing Innovent to support MIM powders.
The business has grown up the technology underlying the Innovent+ into a production-level X1 25PRO 3D printer, demonstrating its commitment to innovation. The machine, introduced last month, can print up to 10 different materials on its vast 400 x 250 x 250 mm construction space.
The business hopes to use this method to produce industrial metal components with high resolution, tight tolerances, and better surface finishes.
Digital Metal
Digital Metal, a subsidiary of Höganäs Group, is another firm that has made a name for itself in the development of metal binder jetting.
In 2013, Digital Metal began providing its metal binder-jetting technology as a service, launched in 2012.
Digital Metal introduced their DM P2500 3D printer in 2017, designed for the serial manufacture of tiny, complicated pieces.
The machine operates by spreading a 0.042-mm thick coating of metal powder. After that, a binder is blasted according to the component’s geometry. This exact and repeatable approach creates 35-micron-resolution objects.
After sintering, the surface roughness averages Ra 6.0 microns, which is fine enough for many end-use products and features like internal channels.
According to Digital Metal, their metal 3D printers have already manufactured over 300,000 components for industries such as aircraft, luxury products, dentistry instruments, and industrial equipment.
Last year, Digital Metal introduced a wholly automated manufacturing strategy to advance its technologies.
According to this design, a robot will handle the bulk of the process stages, such as feeding the printer with construction boxes and then removing them for post-processing. The objective is to remove all manual labor to promote high-volume manufacturing continuously.
Digital Metal has taken an enormous step ahead with its metal binder jetting technology by releasing its no-hand production line.
HP
After introducing its Multi Jet Fusion technology for polymer components in 2016, HP expanded its additive capabilities in 2018 with the Metal Jet 3D printing system.
The binder jetting technique powers the new metal 3D printer. The one-of-a-kind advantage HP brought to this technology is its advanced printhead and ink technology.
Although binder jetting technology is already rapid, HP has used its printhead expertise to make it even quicker. The Metal Jet system has six printheads, each with 5,280 nozzles. The printer’s productivity and reliability increase due to the several rows of nozzles.
HP has also created a new binding agent to make the sintering process quicker and less expensive by utilizing its knowledge in ink technology.
“With metal injection molding, you usually have to burn away more than 10% of the binder by weight.” In our situation, we have less than 1%, which is an order of magnitude less, making sintering faster, cheaper, and easier, according to Tim Weber, HP’s Global Head of Metals, in an interview with AMFG.
These developments have resulted in a metal 3D printer that, according to the researchers, achieves economies and efficiency equivalent to traditional manufacturing technologies.
The machine is not currently available for purchase from HP. Instead, the business has created a parts production service to commercialize the 3D printer by 2020. Given HP’s statements about Metal Jet, this technology may be the key to unlocking a long-term value proposition for metal 3D printing in high-volume manufacturing.
3DEO
Many businesses want to make metal 3D printing competitive with other production methods. 3DEO, for example, was formed in 2016 to enable high-volume manufacturing using metal binder jetting.
The business has completely redesigned the method to achieve this. Instead of utilizing inkjet to deposit the binder selectively, 3DEO’s machines spray the binder evenly throughout the whole layer with a patented spray method.
A hard, thin coating of metal powder is formed, subsequently ground with micro end mills. For each layer, the CNC operation slices off the component form.
Intelligent Layering is a new technique that combines binder jetting and CNC milling into a hybrid system for the first time. With this combination, 3DEO can produce highly accurate tiny metal components with a density of over 99.5 percent after sintering.
Clients can only use 3DEO’s Intelligent Layering technology through the company’s production service for now. 3DEO assures high-quality printed components while making its platform highly adaptable by confining its technology to its manufacturing service.
3DEO is now working on some of the most oversized orders in the metal 3D printing business, including a 28,000-part buy order.
Although the firm has no plans to sell its equipment, its increasing production quantities serve as proof of binder jetting’s capacity to generate production parts that are on par with those produced by traditional methods.
Desktop Metal
Desktop Metal, a Boston-based firm, was created in 2015 to realize the potential of 3D printing for mass manufacturing. The organization has built a rapid Production System to do this.
Single Pass Jetting (SPJ), a quicker variation of the traditional binder jetting method, is the technology underlying the metal 3D printer.

Two full-width printheads, improved powder spreaders, and an anti-ballistic system are included in the design, which efficiently disperses powder and prints throughout the construction surface in a single swift pass.
This bi-directional machine has a build volume of 750 x 330 x 250 mm and can print metal components at speeds up to 12,000 cm3/hr. It can produce nearly 60 kg of metal components per hour. Its pace is orders of magnitude quicker than other metal 3D printers on the market, making it perfect for the high-volume manufacture of complicated metal parts.
FAQ
Binder Jetting is distinct in that it does not utilize heat to cure components, hence avoiding the warping and residual strains that heat may create. Build chambers are frequently heated, although not to the temperatures that a traditional 3D printer encounters.
Metals, sand (for ceramics), silica, and polymers are some of the materials used.
Binder Jetting (BJ) is one of seven Additive Manufacturing processes in which a binding liquid is applied selectively to combine powder material to make a 3D component. Binder jetting is unusual among today’s additive manufacturing technologies in that it does not require heat to fuse the materials as other methods do.
All component material is dispensed from a print head in Material Jetting technologies. The Binder Jetting technique, on the other hand, prints a binder or other additive onto a powder bed, which forms the majority of the parts.
Binder Jetting is utilized in various applications, including full-color prototypes (such as figurines), massive sand casting cores and molds, and the creation of low-cost 3D-printed metal parts.