3D Printing Titanium, the Ultimate Guide
3D printing titanium is one of the latest developments in the additive manufacturing industry. This guide will explain the benefits of metal 3D printing. If you want to find out about the latest developments in titanium 3D printing, then you’ve found the right place.
A step-by-step guide to understanding, generating, and printing titanium parts. There are also troubleshooting tips to address common problems you may have when printing with titanium.
Titanium is one of the most outstanding metals in construction and engineering. Due to its lightweight, it is extremely strong. This makes it an ideal material for 3D printing. Titanium is a metal with unique properties that make it more desirable than some other metals. Here’s how 3D printing makes it easier to use titanium, and why it’s important.
Titanium is one of the best metals to use while 3D printing, along with stainless steel. Titanium is a more workable metal than stainless steel, so it’s especially in regards to post-processing and heat treatment. Let’s discuss that a bit now.
the Titanium History
In 1791, researchers discovered Ti, the 10th most abundant element. Ti has an impressive strength-to-weight ratio and can withstand corrosion. These properties make it an ideal material for 3D printing. Now researchers are finding new ways to harness its potential for 3D printing. Titanium’s strength allows 3D printing of complex structures and shapes that are strong and versatile.
Titanium Applications
Titanium is one of Earth’s most abundant metals and the sixth most abundant metal in the universe. But its properties make it difficult to work with and shape, because it has a high melting point. That is one of the main reasons for its higher price than other metals. Because titanium pieces are harder to produce, they have added costs. Titanium is a strong metal with a high strength-to-weight ratio. It also has high corrosion resistance and low electrical conductivity.
Low thermal expansion is one of titanium’s advantages. Its melting temperature of 3,000 degrees F (1,660 degrees C) makes it better at holding its shape when heated. In addition, titanium tends to reflect heat instead of absorbing it. That is why we use it in low-E windows to deflect the sun’s warming infrared rays.
When titanium is changed, its hue changes in appearance. It can range from a dismal gray in its raw state to a gleaming silver finish when smooth. Ti 6Al4V, often known as Ti 6-4, is the titanium we employ in our DMLS process. It possesses mechanical qualities close to annealed Ti grade 23 and high tensile strength.
Titanium printing introduction
Titanium printing has several advantages. It is corrosion-resistant, melts at a significantly greater temperature than other conventional metals, and is plentiful and robust. It’s also biocompatible and lightweight, making it ideal for surgical implants and medical equipment.

Titanium 3D printer employs selective powder bed fusion technology as well as a high-energy electron beam in a two-day process. The printing of intricate parts is done in a vacuum room that goes from 700 to 1600 degrees Celsius. The process is necessary because titanium melts and flows at such high temperatures. We distribute each layer of titanium powder in layers. The electron beam fuses and consolidates each layer before it, fusing and crystallizing hundreds of thousands of small powder particles. A solid item is formed layer by layer and placed within a powder block.
Why 3D Print Titanium?
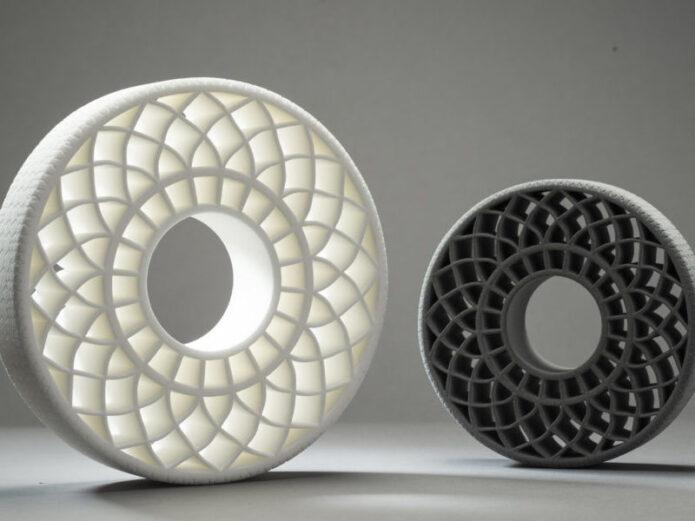
DMLS is a type of additive manufacturing. It creates pieces layer by layer by welding powdered metal together using a fusing laser. DMLS’s main benefit is that technology lets you make components with extremely complicated shapes, such as honeycombs and mesh-like structures. Machining, regardless of metal, cannot match DMLS’s design freedom.
One benefit of 3D printing titanium that you may not have considered is the cost of titanium. When you use powder, you produce almost no waste metal. Furthermore, while DMLS components have more significant production costs, they provide value through a combination of strength and weight reduction. Plus, there’s a bonus? DMLS allows you to merge several assembly elements into a single, sturdy part. This no-waste minimizes your Bill of Materials and saves you time during assembly (BOM).
How to 3D Print Titanium
Because of its strength and other physical qualities, titanium takes more thought and preparation for 3D printing than other metal alloys. Titanium requires specialized 3D printing equipment. It is not used in the same way as standard 3D printing materials like PLA or ABS. Titanium, in particular, necessitates the use of lasers.
Yes, you read it correctly: titanium is a metal in more ways than one. To work with titanium 3D printing projects, you’ll need to use direct metal sintering, an additive metal production method.
The design procedure is identical to that of a standard computer-aided drawing application. In reality, you can use any 3D design software as long as it works with the titanium 3D printer. Most 3D titanium printers accept the same design file extensions as ordinary 3D printers. So all you have to do now is make your design match your vision.

However, 3D printing takes a different course than typical thermoplastic productions here. Due to its characteristics, titanium 3D printing necessitates using a particular printer known as a DMLS machine. This machine, unlike those processes, uses a different method of producing the same type of product. The machine is not connected to your computer. You must upload a design before it can start working.
after design
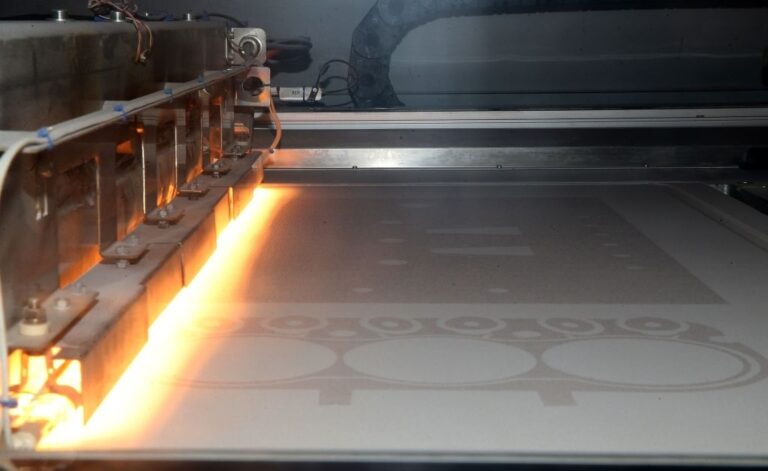
When you upload a design into a DMLS machine, the machine uses a high-powered, precision laser to create it. The DMLS machine directs a laser into a specific chamber. In this example, the construction material– titanium powder – is dispensed into layers by a platform within the chamber; basically, the laser melts the powder into a liquid, which is then molded into layers by the blade. Does it appear to be difficult? The DMLS is one of the more complex forms of additive fabrication. The good news is that DMLS fully automates. DMLS reduces the process of turning digital models into real objects to just a few simple steps.
Some 3D printers use an electron beam transfer (EBM) version of the DMLS method. EBM is very like DMLS but uses a focused stream of electrons instead of a laser. We use several techniques to create titanium objects. One method is to melt powdered titanium with a laser, while another uses an electron beam. It transform titanium powder into a solid.
Titanium 3D printing requirements
Unlike a few other metal alloys, we cannot utilize titanium as a standard 3D printing filament, which means you’ll need a particular machine to use its 3D printing capabilities. To accomplish the sort of laser-tastic procedure we discussed above, you’ll need a DMLS machine.
A build chamber calibrated to accommodate the DMLS process will also be required by the DMLS machine, which means it must be able to contain incredibly concentrated beams of energy. Again, this is pretty much a given with every DMLS machine you buy, but double-check the build chamber strength before you buy, just in case.
Titanium powder is the major ingredient in most 3D-printed titanium parts. Instead of buying spools of string-like filament, you’ll buy titanium powder. If you don’t want to use titanium, we may find other metal alloys in the same DMLS ready media.
A review of researchs on Additive manufacturing of titanium alloys
The -Ti alloy is one of the titanium alloys suited for aerospace applications because of its high strength and lightweight. Titanium alloys are appealing and vital materials in aircraft applications because of their excellent corrosion and mechanical characteristics. In recent years, there has been a surge in industrial interest in creating additively built titanium (and similar alloys) parts. However, the extensive uses are limited by the high cost of processing compared to other comparable function materials.
Numerous investigations have revealed that Ti-alloys generated by AM have many superior mechanical characteristics to traditional materials. Recent advancements have increased the adoption of the technologies, bringing new promise in terms of functional inclusion and lightweight components.
Saboori et al. published a review of AM on titanium components using direct laser deposition (DLD), examining the importance of the DED technique. The relationship between titanium alloy microstructural properties and process factors was discussed.
treated components with DED
We discovered that DED treated components have a complicated thermal history influenced by process uncertainties and parameters. Even with efforts to optimize process parameters to reduce defects and improve mechanical characteristics and microstructure of the component, the difficulty of finding a balance remained. On the other hand, DED titanium pieces have higher strength and low ductility. We said that this alloy has anisotropy in the tensile properties because horizontally manufactured components had higher ductile strength than vertically fabricated components.
Hu et al. used LENS to produce titanium matrix composites (TMC) with a 3D quasi-continuous network (3DQCN) and TiB as reinforcement. The author investigated the effects of energy input and reinforcement on components’ quality and wear resistance. TiB inclusion as a reinforcement resulted in superior wear performance. Hu et al. investigated the effect of laser power and TiB reinforcement on mechanical characteristics in a similar study. We discovered that while laser power significantly impacts the resultant microstructures, TiB strengthening enhances the ultimate compressive strength (UCS) and microhardness of TiB-TMCs. Table 2 depicts the effect of laser power on the microhardness of LENS treated TiB-TMCs with different microhardness.
mechanical characteristics of TiB-TMCs
Ning, Hu, and Cong also evaluated the mechanical characteristics and flaws (porosity) of TiB-TMCs components produced using a new ultrasonic vibration-assisted (UV-A) LENS. The method used significantly affected porosity, pore size, TiB whisker size and distribution, QCN microstructural grain size, and microhardness. As a result of modifications to both TiB whiskers and QCN microstructural grains, UV-A LENS offering increased grain boundaries to limit dislocation motion, fine microstructures were created, enhancing the microhardness of manufactured products items.
Grove et al. performed a study to evaluate and compare the surface integrity and machinability of Ti-5553 alloy produced by casting, SLM, and SLM + heat treatment (in-situ). The tool wear in the in-situ heat-treated alloy was higher, but the tool wear in the other two did not appear to vary. As a result, it demonstrates that subsequent processing procedures greatly influence the machinability of titanium alloys.
reduce NOx and CO2
According to Uhlmann et al., the aviation sector will need to drastically reduce NOx and CO2 emissions in the future years. The authors’ research concentrated on highly effective and efficient titanium alloys and improving process parameters for structures made by the SLM machine. The surface quality of TiAl6V4 components manufactured by SLM may be significantly enhanced by post-processing. Using computed tomography and microstructure analysis reveals that we may reduce the porosity of titanium alloy components using the HIP process.
Heer and Bandyopadhyay used LENS with additional stress-relieving heat treatments and post-deposition laser passes to produce silica (SiCO2) coatings on commercially pure titanium (Cp-Ti). We created the ti5Si3 phase, resulting in coatings with a high hardness of 1500 HV and a lower wear rate than Cp-Ti, regardless of heat treatment, and an increase in laser pass usually reduces wear rates. The microstructures revealed dendrite-shaped dendrites and the architecture of a columnar deposit centered on a -titanium matrix.
reactive deposition AM to preserve Ti-Zr-BN composite
Traxel and Bandyopadhyay used reactive deposition AM to preserve Ti-Zr-BN composite components made from commercially pure titanium (Cp-Ti) with Zr and BN additions. They did this to improve TMC’s increased temperature and wear resistance capabilities when employing LENS. The as-fabricated BN-containing components have TiB2, TiN, and TiB as reinforcement, as shown in Figure 2 below, with SEM images of CpTi-BN and CpTi-Zr-BN. Zr-addition exhibits a mixture of composites and alloys, resulting in high hardness and ultimate compressive strength (UCS) with improved wear resistance. We predict this technology to enhance titanium-related metals’ bulk and surface properties by producing unique coatings and structures from huge powder feedstocks.
Mantri and Banerjee investigated the effects of thermal history and built orientation on -Ti alloys, including Mo-12 wt percent and V-20 wt percent manufactured using the LENS process. A distinct single-phase is discovered in the 20 wt percent V system, whereas the dual-phase microstructure in the Ti-12 wt percent Mo system exhibited -phase in -grain morphology. They attributed this to the construction instructions, which used different heat cycles at various stages of the assembly.
LAM to produce a Ti-6Al-2V-1.5Mo-0.5Zr-0.3Si alloy
Li et al. employed LAM to produce a Ti-6Al-2V-1.5Mo-0.5Zr-0.3Si alloy to test its tensile strength and microhardness. As-deposited alloy has mixed columnar -grains with no equiaxed microstructure. Because of the hardening impact of their solid solutions, the addition of Zr, Mo, and Si induces a rise in microhardness value. In addition, ductility increased as compared to Ti-6Al-4V.
Song et al. used SLM to create a prosthetic beak for a bird (Grus japonensis), as depicted in Figure 3. A model for the titanium alloy modified beak was produced initially, and we successfully finished it to rescue the endangered species.
Zhao et al. conducted a comparison study of SLM and electron beam melting (EBM) to produce Ti-6Al-4V components. Both components included a lot of + and ′ phases, respectively. SLM samples demonstrated better tensile strength but poorer ductility than EBM components. Although porosity was discovered in both situations, it was significantly greater in SLM areas. In contrast, samples manufactured in the vertical direction exhibited higher ultimate tensile strength, yield strength, and ductility than those fabricated in the horizontal orientation.
Pouzet et al. employed direct metal deposition (DMD) to create samples with various volume percentages of TiB + TiC. We created TMC using the Coaxial deposition technique from a powder combination of T-6Al-4V + B4C. The microstructure of Ti-6Al-4V-TiB was pure and uniform, and boron isolation during solidification of -Ti led to grain refinements. We did not detect tiC at low B4C, which was attributed to the high solubility of C in -Ti at high solidification rates, resulting in lower tensile strength at higher and room temperatures.
Design Guide
The thickness of the wall
3D printing refers to the distance between one surface of your object and the vertical opposing surface as wall thickness. For tiny surfaces or features up to 15 mm by 15 mm, the minimum wall thickness for titanium is 0.5 mm. If you want to make more significant portions, you need to raise the wall thickness to 1 mm.
Dimensions
When printing in titanium utilizing Direct Metal Laser Sintering, very tiny levels of detail (as little as 0.25 mm) are also conceivable (DMLS). A detailed size is a distance between the model’s wall and the surface of specific detail. Although letters have their requirements, letters are also considered details (explained further below).
Geometry
In titanium, organic or freeform designs are more appealing than geometric shapes, right angles, and straight lines. Surface quality is likely to be inferior at angles less than 40 degrees, whereas steeper angles of more than 40 degrees are likely to have better, smoother surfaces. One expects that the surface quality of an overhanging structure (such as the underside of a table) will be poor.
DMLS was used to 3D print your titanium model. We recommend rounding off or filleting the edges of your design to eliminate or decrease stresses during printing, which may cause the model to distort. For the same reason, avoid sharp edges.
When utilizing DMLS, a mesh is the best shape to construct. These shapes make it easy to design for this method and attain the best results.
Dimensional Precision
DMLS is by far the most dimensionally accurate metal 3D printing technology. Dimensional accuracy refers to the departure from the nominal size, not to the level of detail in your model. The material we sell has a typical tolerance of 2% with a minimum of 200. The tolerance for 3D-printed titanium is typically 0.2 percent. However, we have established an ideal mix between price and precision for our regular application (mostly jewelry).
Support
Using a direct metal laser sintering process, a laser sinters a bed of titanium powder 3D printed using a direct metal laser sintering process. The support structures keep your model stiff and prevent internal tensions and deformations during printing. Walls or overhangs with angles less than 40 degrees must usually be supported, as they would collapse during the printing process if not. The support is then manually deleted. We might still see some remnants of the dismantled support structures.
Hinged and Interlinking Parts, Nested Objects
It is impossible to make nested objects, hinged portions, or interlinking components such as chains with DMLS since it demands support structures.
Surface Details and Engraved Text
We propose letters with a minimum line thickness of 1 mm, an overall height of 5 mm, and a depth of 0.5 mm for engraved text or surface details. We recommend letters with a line thickness of at least 1 mm, an overall height of at least 5 mm, and a depth of at least 0.5 mm for embossed text or surface features.
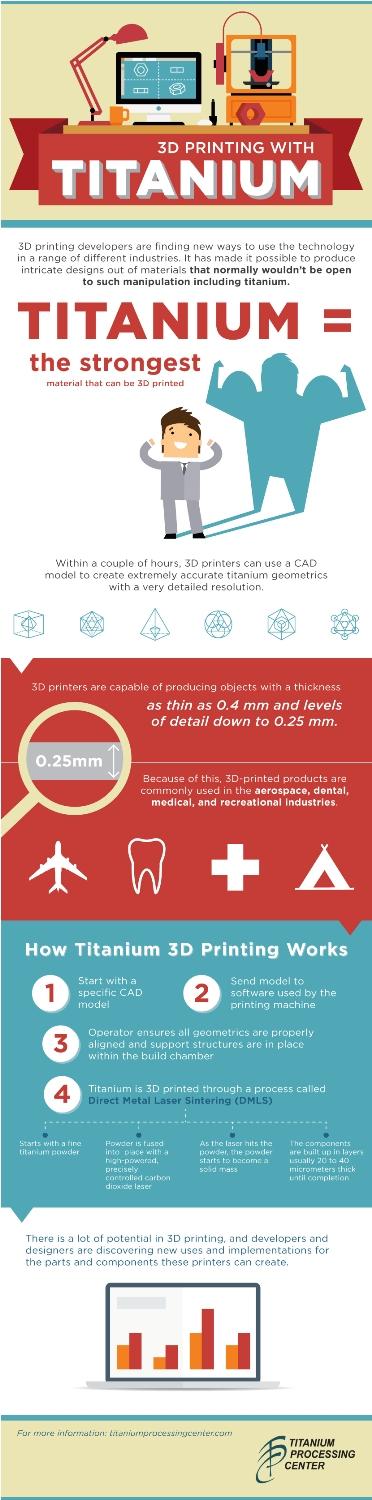
Titanium 3D Printing Guide infography
Advantages of Titanium 3D Printing
There are several advantages of using titanium in 3D printing. Here are a few important ones to keep in mind:
All in one process
It’s all done in one step. Although titanium 3D printing necessitates its equipment, a DMLS machine does everything except design your object. That makes titanium 3D printing perfect for prototyping and testing, and anybody who has spent time trying to figure out how to make things work knows how much time prototyping and testing can save you in the long run. DMLS machines print 3D items without the need for specific tooling, so you don’t have to bother about extra equipment or processes while having your printing done.
Level of detail
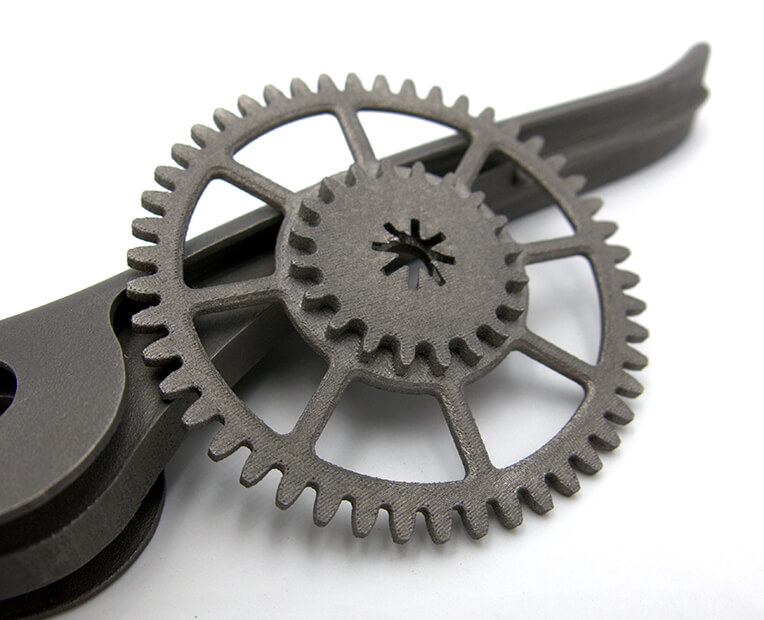
The degree of detail. The DMLS method delivers the most detailed 3D prints you’ll ever see. The layers are simple to arrange since the laser (or electron beam) cuts a considerably more exact line of material than standard 3D printing extruders, making it excellent for delicate details. You can use flourishes to lend structure to designs that wouldn’t have been able to sustain it otherwise. This ability is fantastic news for businesses that rely on readily available and accurate small to medium-sized parts, such as dental, medical, and aerospace buildings.
Ease of producing prototypes
Prototype creation is simple. You don’t have to be an astronaut to profit from 3D printing, though. If you need a duplicate to rip to bits, 3D printing with titanium is a cost-effective and, dare we say, simple solution. Before you print the real thing, you’ll be able to print a small version of it to see if it needs to be changed. You’ll wonder why you didn’t include this step in your routine sooner because it will save you so much time and money.
Disadvantages of Titanium 3D Printing
Although titanium 3D printing is a fantastic technology that may significantly enhance your 3D printing, it is not without its limitations. We’re talking about them now so you can see if any of them are more important to you than the excellent elements.
Cost
Cost is a disadvantage for many 3D printers and new advances in the area, although most are relative to one another. In general, 3D printing is relatively inexpensive. However, it is essential to note that 3D printing with titanium is not possible. When we say it’s pricey, we mean it’ll set you back more than a mid-level automobile — beginning at roughly $25,000 for a novice. ‘That’s a lot of money for something you’re not sure you’ll use or need, so unless you’re sure you’ll 3D print in titanium frequently enough to warrant the investment, think twice before getting your equipment. The good news is that DMLS machines are self-contained, which means that after the basic setup is complete, you’re ready to print until you run out of titanium material.
Size of the print
One drawback of 3D printing with titanium is that you can’t scale the details up to a larger size. Because DMLS machines only have adequate area to print small to medium-sized things, they’re ideal for precision parts. If you want to 3D print large constructions, conventional printers with huge printing beds will provide you with more experience.
Errors on the Z-axis
Because DMLS machines handle layers, faults in the Z-axis are more common than with typical 3D printer extruders. Although the technology is excellent at paying attention to minutiae on the Xs and Ys, it is not yet flawless. The most evident manifestation is a little ambiguity in layer height movement. However, this may be remedied by following a meticulous design process and keeping a watch on the DMLS machine as it prints; if something starts to go wrong, stop the printer and readjust.
No pause and save mechanics
There is no pause and save mechanisms in this game. The wiser class of traditional 3D printing extruders enable you to halt in the middle of your work, either intentionally or not, and come back to the remainder of it later in the same position without you having to alter much, if anything. However, those wonderful lasers that allow us to geek out over how many wrinkles we can add to our timeless wizard 3D figurine or how fine we can manufacture the gears for a new dentistry drill don’t have a pause function that lets you complete your titanium 3D printing in chunks of time. Make sure your clock and power supply are both in working order and capable of meeting the entire procedure required for your object.
Imperfections on the surface
Suppose you’re 3D printing titanium as the initial stage in a multistep manufacturing process. In that case, it may be challenging to identify a minute surface flaw that may cause difficulties later on down the chain because DMLS machines print with such accuracy. This imperfection doesn’t necessarily imply you have to reprint, especially if the flaw is minor. We promise you’ll be able to buff those out.
Conversion of file formats
While you may design your 3D printed object in whatever computer-aided drawing application you like, DMLS machines must convert the file to its extension, which is an extra step that may irritate you but is required. This conversion also means you won’t be able to make changes to the design file on the fly. A helpful piece of advice in general for 3D printing with titanium is to make sure you’re 100 percent positive of your design before you print. This control step will reduce the likelihood of dealing with the concerns we discussed before.
Refrence
- sculpteo.com
- engr.washington.edu
- protolabs.com
- i.materialise.com
- titaniumprocessingcenter.com
- total3dprinting.org
- intechopen.com