Understanding the Mechanics of Powder Bed Fusion Additive Manufacturing
Introduction to Powder Bed Fusion Additive Manufacturing
Powder Bed Fusion Additive Manufacturing, a groundbreaking method in the field of manufacturing, has significantly revolutionized how we produce complex, custom, and high-quality parts. This technology, often associated with 3D printing, employs thermal energy to fuse layers of fine powder into solid objects.
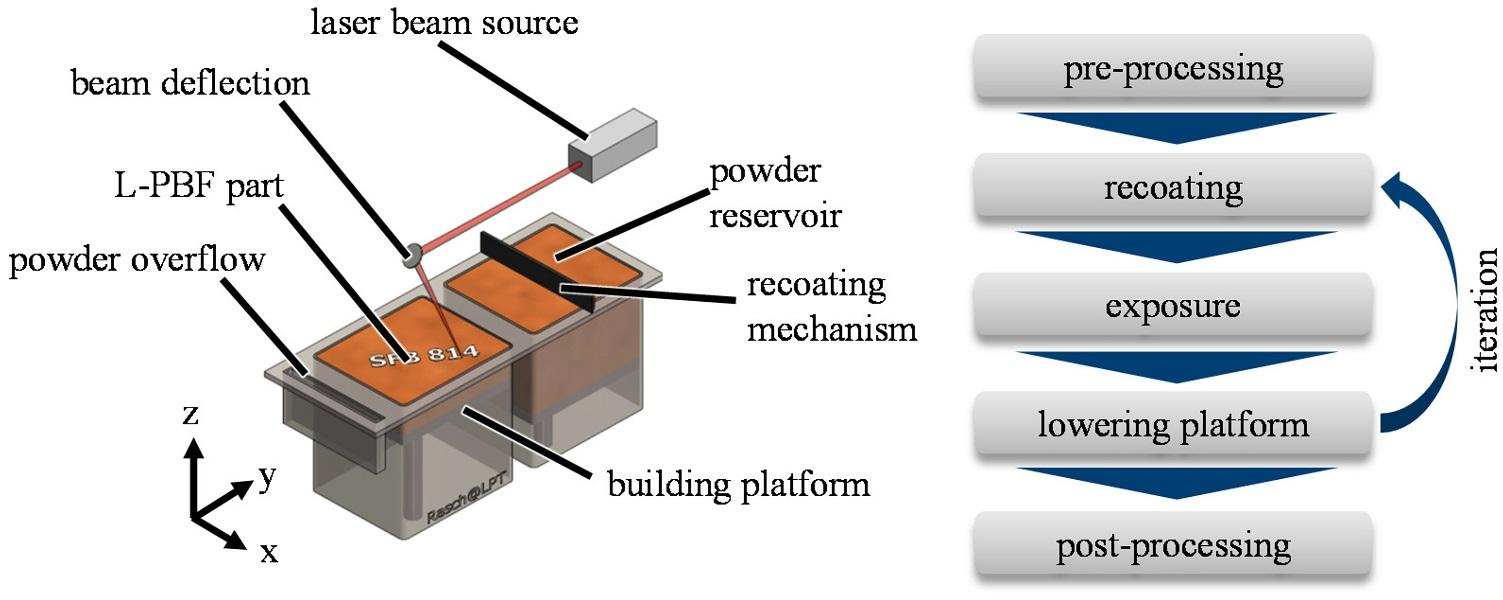
To start, let’s delve into the basics of this fascinating process. In essence, Powder Bed Fusion involves spreading a thin layer of metal or plastic powder onto a build platform. Following this, a heat source, commonly a laser or an electron beam, selectively melts the powder based on a digital model. As a result, the powder particles fuse together to form a solid layer. Once a layer is complete, the build platform lowers, and a new layer of powder is spread on top. This process is repeated layer by layer until the final part is fully formed.
Indeed, the beauty of Powder Bed Fusion lies in its ability to produce complex geometries with a high degree of precision. Yet, the simplicity of its basic principle belies the complexities of the actual process. From the heat transfer dynamics to the mechanical behavior of the formed part, a myriad of factors contributes to the final outcome. Hence, understanding these intricacies is key to mastering this innovative manufacturing technique.
In this post, we will dissect the mechanics of Powder Bed Fusion Additive Manufacturing, shedding light on the fundamental principles that govern this process. By the end, you should have a comprehensive understanding of how this technology works and why it’s such a game-changer in the world of manufacturing. So, let’s embark on this enlightening journey together.
The Physics Behind Powder Bed Fusion
Moving forward, let’s dive into the physics that underpin Powder Bed Fusion. This technology isn’t just a marvel of engineering, but also a testament to the laws of physics at play.
Firstly, Powder Bed Fusion relies heavily on principles of thermodynamics and heat transfer. The heat source, whether it’s a laser or electron beam, melts the powder particles. This melting isn’t random; it’s a calculated process where the thermal energy selectively fuses the particles together. Understanding how this heat transfers and diffuses through the powder is crucial to controlling the process.
Secondly, we encounter the concept of phase change. The powder particles, initially in a solid state, transition to a liquid state due to the heat. Once cooled, they solidify again, forming a part of the final object. This cycle of phase changes is a fundamental principle in Powder Bed Fusion.
Furthermore, the principles of mechanics come into play in the layering process. Each layer of powder must be uniform, and the interplay between the layer thickness and the energy applied affects the quality of the finished product.
In the next sections, we’ll delve deeper into these concepts. We’ll explore heat transfer, layering mechanics, thermal stresses, and the role of different process parameters. By doing so, we’ll unravel the fascinating physics behind Powder Bed Fusion. So, let’s continue our journey into this captivating world of additive manufacturing.
An overview of the physical principles that make Powder Bed Fusion possible
As we delve deeper into the intricacies of Powder Bed Fusion, it becomes clear that this process is not just a feat of engineering but also a complex interplay of several fundamental physical principles. These principles are what make Powder Bed Fusion possible and understanding them is key to mastering this revolutionary technology. From thermodynamics and heat transfer to the mechanics of materials, each principle contributes to the overall process in its unique way.
In the following section, we will embark on a detailed exploration of these physical principles that form the backbone of Powder Bed Fusion. We will break down each principle, explaining its role and significance in the process. By understanding these fundamentals, we can gain a deeper insight into how Powder Bed Fusion works, and why it is such a powerful tool in additive manufacturing. Let’s dive in and discover the physical principles that make Powder Bed Fusion possible.
Thermodynamics and Heat Transfer
Powder Bed Fusion is fundamentally a thermal process, where a heat source (usually a laser or an electron beam) is used to selectively melt areas of a powder bed. The manner in which this heat is transferred and diffused through the material governs the quality of the part produced. Understanding the nuances of heat transfer, including conduction, convection, and radiation, is essential for controlling the process and ensuring that the heat is distributed evenly and accurately.
Phase Changes
Powder Bed Fusion involves the rapid heating and cooling of materials, leading to phase changes. The powder particles, which are initially in a solid state, absorb heat and transition into a liquid state. Once the heat source is removed, they cool and solidify again, forming a part of the final object. The rates of these phase changes and the material’s response to them are significant factors in the resulting properties of the manufactured part.
Mechanics of Materials
The process also involves mechanical interactions, particularly when considering how the powder is spread into thin layers and how these layers respond to the heat source. Understanding how materials behave under different conditions—solid, liquid, and the transition states in between—is essential to predict and manage potential issues like warping or cracking.
Optics and Electromagnetic Radiation
In the case of laser-based Powder Bed Fusion, principles of optics come into play. The laser beam must be accurately focused on the powder bed, and its interaction with the material depends on factors like beam intensity, wavelength, and the material’s absorption properties.
Kinetics and Dynamics
The speed at which the powder particles heat up, melt, and then cool down to solidify again plays a critical role in the process. Too fast or too slow can lead to defects in the final product. Therefore, understanding the dynamics of these processes is vital for optimizing the manufacturing parameters.
In essence, Powder Bed Fusion is a symphony of various physical principles, each playing a critical role in the process. By understanding these principles in depth, manufacturers can better control the process, leading to improved product quality and consistency.
Understanding Heat Transfer in Powder Bed Fusion
Moving on, let’s delve into the concept of heat transfer in Powder Bed Fusion. A deep understanding of this principle paves the way for effective control over the process.
Heat transfer occurs primarily through conduction, the process where heat moves through a body without the body itself moving. In Powder Bed Fusion, the heat source, such as a laser or electron beam, directs thermal energy onto the powder bed. This energy heats and melts the powder particles at specific locations based on the digital model.
The key here is selective heating. Not all the powder particles heat up at the same time. Instead, the heat source only targets certain areas, resulting in localized melting. This selective heating leads to a temperature gradient within the powder bed, with some areas hotter than others.
Now, as the powder particles heat up, they transition from a solid to a liquid state. This phase change happens due to the absorbed heat. When the heat source is removed, these melted particles cool down and solidify, forming a part of the final object.
Keep in mind that managing heat transfer is crucial. Too much heat and the powder might over-melt or even vaporize. Too little, and the powder particles may not fuse properly. Hence, a balance is vital to ensure the right amount of fusion and maintain the quality of the final part.
Understanding heat transfer in Powder Bed Fusion is complex, no doubt. But it’s an essential aspect of mastering this technology. As we move forward, we’ll explore more aspects of this process, further enhancing our knowledge. So, let’s continue our exploration.
How heat is transferred during the process
Let’s now focus on the specifics of how heat transfer occurs during Powder Bed Fusion.
The process starts with a laser or electron beam directing thermal energy onto the powder bed. This beam doesn’t heat up the entire powder bed but targets specific regions based on the digital model. We call this ‘selective heating’.
As the beam hits the powder particles, they absorb the heat. This absorption leads to a rise in their temperature. The heat then spreads from these initially heated particles to the neighboring particles through conduction.
Conduction is the primary mode of heat transfer here. It’s the process where heat moves from a hotter region to a colder one within a material. In this case, the heat moves from the heated particles to the colder, unheated ones. This transfer occurs until a balance or equilibrium is achieved, with the temperature evenly distributed within the selected area.
It’s important to note that the speed of heat transfer matters. If it’s too fast, the powder might over-melt or vaporize. If it’s too slow, the particles may not fuse properly. That’s why control over the heat transfer rate is crucial for producing high-quality parts.
In short, understanding how heat is transferred during Powder Bed Fusion provides us with a clearer picture of the process. It’s a key factor in achieving optimal results. Let’s further explore this exciting technology as we proceed.
The effects of heat transfer on the final product
Transitioning now to the impact of heat transfer, it plays a significant role in determining the quality of the final product in Powder Bed Fusion.
Firstly, heat transfer directly affects the structural integrity of the final part. Accurate control over the heat ensures that the powder particles melt and fuse correctly. This proper fusion results in a strong and durable part.
Secondly, heat transfer influences the part’s surface finish. Insufficient or excessive heat can lead to defects like warping or porosity, affecting the part’s aesthetics and functionality.
Furthermore, heat transfer can impact the part’s dimensional accuracy. Uneven heat distribution may cause the part to shrink or deform unevenly as it cools, deviating from the intended design.
Lastly, heat transfer also affects the internal structure of the part. It can influence the grain structure and orientation, thus affecting the part’s mechanical properties. For instance, a slow cooling rate can lead to larger grains, which might decrease the part’s strength.
In essence, mastering heat transfer is crucial for optimizing the quality of the final product in Powder Bed Fusion. It’s a critical aspect that requires careful consideration and control during the process. As we continue, we’ll delve deeper into the other factors that influence the final product’s quality. Let’s keep exploring.
Mechanics of Powder Layering
As we delve deeper into Powder Bed Fusion, we encounter a pivotal stage: powder layering. This process, while seemingly simple, has profound effects on the overall quality and efficiency of the final product. Let’s explore the mechanics of powder layering and its impact on Powder Bed Fusion.
Powder Spreading: The first step in Powder Bed Fusion is the spreading of a thin layer of powder over the build platform. A recoater blade or roller evenly distributes the powder. The quality of this spread is vital as any inconsistencies can affect the final part.
Layer Thickness: The thickness of the powder layer plays a significant role in the process. A thinner layer could lead to higher-resolution parts but may increase the build time. Conversely, a thicker layer might speed up the process, but with a potential sacrifice in detail and surface finish.
Particle Size and Shape: The characteristics of the powder particles, including their size and shape, also impact the layering process. Uniform and spherical particles can spread more evenly, forming a consistent layer, which is ideal for accurate fusion and resulting in a higher-quality part.
Layer-to-Layer Adhesion: Once a layer is fused, the next powder layer is spread on top. It’s crucial that these layers adhere well to each other to ensure the structural integrity of the final part.
Layer Stability: The stability of the powder layer under the heat source is another essential factor. The layer must withstand the thermal stresses during the fusion process to prevent warping or deformation.
In conclusion, understanding the mechanics of powder layering is fundamental to optimizing the Powder Bed Fusion process. It not only impacts the quality of the final part but also the efficiency of the process. Now, let’s move on to explore more aspects of this fascinating technology.
The process of layering powder in the machine
In the realm of Powder Bed Fusion, the layering of powder is a fundamental process. It sets the stage for the entire operation.
The process begins with the recoater blade or roller. This tool spreads a thin layer of powder across the build platform. The powder comes from a reservoir or feed chamber, ready for distribution.
Spreading the powder evenly is crucial. Any inconsistencies in the layer may lead to defects in the final product. So, precision is key in this initial stage.
Next, the thickness of this layer comes into play. The machine settings determine this. Thinner layers generally provide better resolution but can increase the time it takes to build the part.
Once the layer is spread, the heat source comes into action. It selectively fuses the powder particles in this layer according to the digital model.
Following the fusion, the build platform moves down by one layer thickness. The recoater then spreads another layer of powder, and the process repeats. This layer-by-layer approach continues until the entire part is built.
In conclusion, the process of layering powder is a finely tuned ballet of machine operations. Each step impacts the next, contributing to the overall success of the Powder Bed Fusion process. As we proceed, we’ll uncover more facets of this fascinating technology.
How the thickness and uniformity of layers affect the final product
Now, let’s analyze how the thickness and uniformity of layers in Powder Bed Fusion influence the final product.
First, the layer thickness matters. Thinner layers can lead to parts with higher resolution and detail. They can also reduce stair-stepping effects on inclined surfaces, resulting in smoother parts. However, thinner layers require more passes of the heat source, which can increase the build time.
On the other hand, thicker layers can speed up the build process. However, they might sacrifice detail and potentially lead to rougher surface finishes. Hence, balancing speed and quality is crucial when setting the layer thickness.
Second, the uniformity of layers is equally important. Inconsistent layers can lead to various issues. If a layer is too thin in some areas, it might not fuse properly, leading to weak spots in the part. If it’s too thick, it might cause over-melting or even block the heat source from reaching the subsequent layers.
In conclusion, both the thickness and uniformity of layers play a vital role in the Powder Bed Fusion process. They significantly influence the quality, resolution, and build speed of the final product. Mastering these aspects is key to optimizing the process and achieving excellent results. As we move forward, we’ll further dissect the complexities of this exciting technology.
Laser and Electron Beam Techniques in Powder Bed Fusion
As we delve further into the world of Powder Bed Fusion, we come across two prominent techniques: Laser and Electron Beam. These two technologies serve as the heat source, melting the powder to form the final part. Let’s explore these techniques and how they shape the Powder Bed Fusion process and the characteristics of the end product.
- Laser-based Powder Bed Fusion (LPBF): In this technique, a high-power laser beam scans across the powder bed, selectively melting the powder according to the digital model. Lasers offer excellent precision, making them suitable for producing parts with complex geometries and fine details. Additionally, they can work with a wide range of materials, including metals, ceramics, and polymers. However, the process can be slow, and parts may require post-processing to relieve thermal stresses.
- Electron Beam Powder Bed Fusion (EBPBF): This technique uses a high-energy electron beam instead of a laser. The electron beam melts the powder particles, fusing them together to form a solid part. The main advantage of EBPBF is its speed; it can melt larger areas in a single pass, significantly speeding up the build process. Also, since electron beams can heat the entire powder bed, they reduce thermal stresses, often eliminating the need for post-processing. However, EBPBF typically requires a vacuum environment, adding to the complexity and cost of the equipment. Moreover, it may not offer the same level of detail as LPBF.
In summary, both Laser and Electron Beam techniques have their advantages and challenges. The choice between them depends on the specific requirements of the part being produced, such as its complexity, the material used, and the desired production speed.
Differences between laser and electron beam methods
Understanding the differences between Laser and Electron Beam methods in Powder Bed Fusion is crucial. These differences influence the process’s efficiency, quality, and the properties of the final product.
Firstly, the precision and resolution vary. Laser methods provide high precision, ideal for parts requiring intricate details. Conversely, electron beams, while still precise, may not match the laser’s fine detail capabilities.
Secondly, speed becomes a significant factor. Electron beam methods, melting larger areas per pass, can be faster than laser-based processes. However, this speed can sometimes come at the expense of intricate detail.
Thirdly, the working environment differs. Electron beam methods require a vacuum, adding complexity to the machine setup. Lasers do not have this requirement, making their setup simpler in comparison.
Lastly, the thermal effects vary. Electron beams can preheat the powder bed, reducing thermal stresses and the need for post-processing. Lasers, on the other hand, can cause more significant thermal stresses, often requiring additional post-processing to relieve them.
In conclusion, each method has its strengths and challenges, impacting the overall process and final product. Understanding these differences is key to selecting the most suitable technique for a specific application. As we proceed, we’ll delve deeper into the unique aspects of Powder Bed Fusion.
The pros and cons of each method from a mechanical and physical perspective
Let’s delve into the pros and cons of Laser and Electron Beam methods in Powder Bed Fusion from both a mechanical and physical perspective.
Laser-based Powder Bed Fusion (LPBF):
Pros:
- Precision: Lasers offer high precision, making them excellent for complex geometries and fine details.
- Material Compatibility: Lasers can work with a variety of materials, including metals, ceramics, and polymers.
Cons:
- Speed: Lasers are slower as they melt smaller areas per pass, potentially increasing production times.
- Thermal Stresses: The focused nature of laser beams can cause significant thermal stresses, often necessitating post-processing.
Electron Beam Powder Bed Fusion (EBPBF):
Pros:
- Speed: Electron beams can melt larger areas per pass, speeding up the build process.
- Reduced Thermal Stress: Preheating the powder bed reduces thermal stresses, possibly eliminating the need for post-processing.
Cons:
- Complex Setup: EBPBF requires a vacuum environment, which can increase the complexity and cost of the equipment.
- Resolution: While still precise, electron beams may not offer the same level of detail as lasers.
In conclusion, both techniques have their unique benefits and challenges. The choice depends on the part’s requirements, such as its complexity, the material used, and the desired production speed. As we delve deeper, we’ll continue to uncover the fascinating aspects of Powder Bed Fusion.
Here’s a summary of the pros and cons of Laser and Electron Beam methods in Powder Bed Fusion in a table format:
| Method | Pros | Cons |
|---|---|---|
| Laser-based Powder Bed Fusion (LPBF) | High precision for complex geometries and fine details. Versatile with a variety of materials. | Slower due to melting smaller areas per pass. Can cause significant thermal stresses, necessitating post-processing. |
| Electron Beam Powder Bed Fusion (EBPBF) | Faster as it can melt larger areas per pass. Preheating reduces thermal stresses, possibly reducing the need for post-processing. | Requires a vacuum environment, increasing complexity and cost. May not offer the same level of fine detail as lasers. |
Please keep in mind that the choice between these two methods highly depends on the specific requirements of the part to be manufactured, such as its complexity, the material used, and the desired production speed.
Thermal Stresses in Powder Bed Fusion
Thermal stress is a significant factor in Powder Bed Fusion processes and directly affects the quality of the final product. Let’s delve into the intricacies of thermal stress in this context.
In simple terms, thermal stresses are mechanical stresses within the material caused by changes in temperature. When a part of the material heats rapidly during the Powder Bed Fusion process, it expands. However, the surrounding cooler material restricts this expansion, leading to stress.
In Powder Bed Fusion, these stresses mainly occur due to two reasons:
- Temperature Gradient: During the process, the laser or electron beam selectively melts the powder, creating a significant temperature difference between the melted and unmelted areas. This difference, or gradient, leads to thermal expansion and contraction, causing stress within the material.
- Rapid Cooling: After the energy source moves away, the melted material rapidly cools and solidifies. This sudden change can also introduce stress.
Thermal stresses can lead to various issues, including warping, cracking, and deformation of the printed part. It can also affect the part’s mechanical properties, such as its strength and durability.
Different strategies can minimize these stresses, including preheating the powder bed, optimizing the scanning strategy, or using a controlled cooling process. Further, post-processing methods like heat treatment can help relieve these stresses and improve the final part’s quality.
Understanding and managing thermal stresses is critical in Powder Bed Fusion to produce high-quality, durable parts. As we proceed, we will discuss these strategies and their impact on the process in more detail.
How thermal stresses are produced in the process
In the Powder Bed Fusion process, thermal stresses emerge from rapid heating and cooling cycles. Let’s explore this in detail.
Initially, the laser or electron beam selectively melts the powder bed. This action creates a localized zone of intense heat, causing rapid expansion in the heated area. But, the surrounding cooler material restrains this expansion. This imbalance generates stress, known as thermal stress.
Next, the beam moves to another section. The previously heated area then cools rapidly. This quick cooling leads to contraction. As the material cools, the outer layers solidify first while the inner layers are still cooling and contracting. This discrepancy can produce more stress within the part.
Furthermore, layer-by-layer application of heat contributes to thermal stress. As each new layer receives heat, the underlying layers experience a secondary heating cycle, causing further expansion and contraction.
In summary, thermal stresses in Powder Bed Fusion result from rapid and cyclic heating and cooling, combined with the material’s restricted expansion and contraction. The challenge lies in managing these stresses to ensure the final product’s quality and integrity.
Ways to manage and mitigate these stresses
Managing and mitigating thermal stresses in Powder Bed Fusion is crucial. Here are several strategies experts use:
- Optimizing Scan Strategies: Different scanning strategies can distribute heat more evenly, reducing thermal gradients. Moreover, alternating the direction of each layer’s scan can also decrease stress accumulation.
- Preheating the Powder Bed: This strategy reduces the temperature difference between the melted and unmelted material, thereby lowering thermal stresses.
- Controlling Cooling Rates: Slower cooling rates allow for more even contraction, reducing internal stresses. This control might involve adjusting machine parameters or post-process treatments.
- Using Support Structures: These structures hold the part in place, providing stability and reducing deformation caused by thermal stresses.
- Post-Processing Heat Treatments: Techniques like annealing can relieve accumulated thermal stresses by allowing the material to slowly and uniformly cool.
In conclusion, managing thermal stresses in Powder Bed Fusion involves a combination of process adjustments, strategic use of support structures, and post-processing treatments. The key is understanding the interplay of these factors to produce high-quality, reliable parts.
Role of Process Parameters in Powder Bed Fusion
Process parameters in Powder Bed Fusion (PBF) play a critical role in determining the quality, strength, and precision of the final product. Understanding these parameters is key to achieving optimal results.
- Laser Power/Electron Beam Current: The power of the laser or the current of the electron beam influences the melt pool’s depth and width, which affects part density and mechanical properties.
- Scan Speed: Scan speed controls how long the energy source interacts with the powder. A slower speed leads to more energy absorption, which can increase the depth of the melt pool.
- Hatch Spacing: This is the distance between scan lines. If too large, it might result in incomplete melting; if too small, it can cause excessive overlapping, leading to high residual stress and potential distortion.
- Layer Thickness: The thickness of the powder layers affects the resolution of the part, with thinner layers leading to higher resolution and smoother surfaces.
- Energy Density: The combination of power, scan speed, hatch spacing, and layer thickness results in a specific energy density. This factor influences the melting process, and thereby, the mechanical properties of the final part.
- Preheating Temperature: Preheating the powder bed can reduce thermal gradients, mitigate thermal stresses, and improve the flowability of the powder, leading to better part quality.
By mastering these parameters, it’s possible to control the PBF process, optimize product quality, and expand the potential applications of this innovative technology.
How process parameters like laser speed, power, and layer thickness affect the mechanics of the process
Process parameters, such as laser speed, power, and layer thickness, have a significant impact on the mechanics of the Powder Bed Fusion (PBF) process. Let’s explore their effects in detail:
- Laser Speed: The speed at which the laser moves across the powder bed affects the cooling rate and solidification of the material. Higher laser speeds result in rapid solidification, potentially leading to increased residual stresses and reduced part density. Slower speeds allow for more time for heat dissipation, resulting in a better-controlled cooling process and improved part quality.
- Laser Power: The power of the laser directly influences the energy delivered to the powder bed. Higher laser power increases the energy input, leading to more rapid heating and melting of the powder. However, excessive power can cause overheating, resulting in defects, such as porosity or spattering. Controlling laser power is crucial to achieving the desired melting and solidification characteristics for optimal part quality.
- Layer Thickness: The thickness of each powder layer affects the resolution, surface quality, and mechanical properties of the final part. Thinner layers allow for finer details and smoother surfaces but may increase the build time due to additional layers. Thicker layers can speed up the process but might sacrifice detail and surface quality. Finding the right balance between layer thickness and desired part characteristics is crucial.
It’s important to note that these process parameters are interconnected and must be optimized based on the specific material, geometry, and desired outcome of the part. By understanding and controlling these parameters, manufacturers can achieve the desired mechanical properties, dimensional accuracy, and surface finish in the PBF process.
Strategies for optimizing these parameters
Optimizing process parameters in Powder Bed Fusion (PBF) is essential to achieve the desired part quality and performance. Here are strategies to consider:
- Parameter Screening: Systematically vary and analyze different parameter combinations to identify the optimal settings for specific materials, part geometries, and desired outcomes. This approach helps determine the ranges in which each parameter should be set.
- Design of Experiments (DoE): Employ statistical techniques to systematically explore the parameter space, considering factors like laser speed, power, and layer thickness. DoE helps identify optimal parameter settings and their interactions, reducing the number of experimental iterations required.
- Process Monitoring and Feedback: Implement real-time monitoring systems to track key process variables, such as temperature and melt pool characteristics. By continuously monitoring these variables, adjustments can be made during the printing process to optimize the parameters and ensure consistent quality.
- Iterative Refinement: Gradually refine the parameter settings based on experimental results and feedback from previous builds. This iterative approach helps fine-tune the process, considering material-specific behaviors and part requirements.
- Simulation and Modeling: Utilize computational modeling and simulation techniques to predict the impact of parameter variations on part quality. This approach allows for virtual experimentation, optimizing parameters before physical trials and reducing time and material waste.
- Collaboration and Knowledge Sharing: Engage in industry collaborations, conferences, and research to exchange experiences and best practices in parameter optimization. Leveraging collective knowledge accelerates progress and enables more efficient parameter optimization.
By employing these strategies, manufacturers can systematically explore the parameter space, identify optimal settings, and optimize the PBF process to achieve high-quality parts with desired mechanical properties and dimensional accuracy.
Conclusion
In conclusion, Powder Bed Fusion (PBF) is a fascinating additive manufacturing process that utilizes laser or electron beams to selectively melt and fuse powder particles, layer by layer, to create intricate and precise three-dimensional objects. Understanding the mechanics, heat transfer, and process parameters involved in PBF is crucial for achieving high-quality parts.
We explored the physics behind powder bed fusion, including the heat transfer mechanisms and the effects of thermal stresses on the final product. We also discussed the differences between laser and electron beam methods, highlighting their advantages and disadvantages from mechanical and physical perspectives.
Furthermore, we examined the role of process parameters such as laser speed, power, and layer thickness in PBF, emphasizing their impact on the mechanics of the process. Strategies for optimizing these parameters were also explored, including parameter screening, design of experiments, process monitoring, and simulation.
By mastering these aspects of PBF, manufacturers can enhance part quality, achieve desired mechanical properties, and optimize production efficiency. The continuous exploration and refinement of PBF technologies will undoubtedly unlock new possibilities and applications in various industries.
As we move forward, it is crucial to stay updated with advancements in PBF, collaborate, and share knowledge to further enhance this exciting additive manufacturing process.
Recap of the complexities and intricacies of the mechanics of Powder Bed Fusion
Recap of the complexities and intricacies of the mechanics of Powder Bed Fusion:
Powder Bed Fusion (PBF) is a complex additive manufacturing process with various mechanical intricacies. Some key aspects to recap include:
- Heat Transfer: Understanding heat transfer mechanisms is crucial in PBF. Heat is transferred through conduction, convection, and radiation, affecting the melting and solidification of the powder particles.
- Thermal Stresses: Thermal stresses arise from rapid heating and cooling cycles, leading to warping, cracking, and deformation of the final part. Managing these stresses is critical to ensuring part quality and integrity.
- Laser and Electron Beam Techniques: The choice between laser and electron beam methods impacts resolution, speed, and detail. Each method has its advantages and challenges, influencing the overall process and final product.
- Process Parameters: Parameters such as laser speed, power, and layer thickness significantly affect the mechanics of the process. Optimizing these parameters is crucial for achieving the desired part quality, dimensional accuracy, and mechanical properties.
- Optimization Strategies: Strategies like parameter screening, process monitoring, and iterative refinement help optimize the process parameters. Additionally, simulations and collaborations aid in fine-tuning the PBF process.
By comprehending and managing these complexities, manufacturers can harness the full potential of PBF, producing high-quality, precise parts with the desired mechanical properties. As research and development continue, exploring further advancements and sharing knowledge will contribute to the continuous improvement of this innovative manufacturing technology.
The importance of understanding these mechanics for successful manufacturing
The importance of understanding the mechanics of Powder Bed Fusion (PBF) for successful manufacturing cannot be overstated. Here’s why:
- Process Optimization: A deep understanding of the mechanics allows for the optimization of process parameters, such as laser speed, power, and layer thickness. By fine-tuning these parameters, manufacturers can achieve the desired part quality, mechanical properties, and dimensional accuracy.
- Quality Control: Understanding the mechanics helps identify potential issues and sources of defects in the final product. This knowledge enables manufacturers to implement quality control measures, such as managing thermal stresses, reducing warping or cracking, and ensuring consistent part density and surface finish.
- Material Selection and Compatibility: Mechanics play a vital role in determining material compatibility with PBF. Understanding the behavior of different materials under the heating and cooling cycles of the process allows for informed material selection, ensuring successful fabrication and desired properties of the final part.
- Design for Manufacturability: Knowledge of the mechanics facilitates the design process by enabling designers to create parts that take into account the specific characteristics and limitations of PBF. Designing parts with proper support structures, appropriate layer thickness, and optimized geometries can enhance manufacturability and reduce the risk of failure.
- Process Innovation and Advancements: A solid understanding of the mechanics paves the way for process innovation and advancements. Researchers and engineers can explore new techniques, materials, and parameter variations, pushing the boundaries of what is possible in PBF manufacturing.
Ultimately, successful manufacturing in PBF relies on a comprehensive grasp of the mechanics involved. It allows manufacturers to optimize the process, control quality, select suitable materials, design for manufacturability, and drive advancements in the field. By continuously improving our understanding of these mechanics, we unlock the full potential of PBF in delivering high-quality, precise, and innovative products.
How to Reduce Thermal Stresses in Powder Bed Fusion Additive Manufacturing?
- Optimize Preheating
Ensure proper preheating of the powder bed to minimize temperature gradients and reduce thermal stress.
- Control Laser Power and Speed
Adjust laser power and scanning speed to achieve a balance between effective melting and controlled cooling, minimizing thermal stress.
- Optimize Layer Thickness
Fine-tune the layer thickness to balance resolution and cooling rates, reducing thermal stress and improving part quality.
- Implement Support Structures
Design and incorporate appropriate support structures to minimize warping and distortion caused by thermal stress.
- Utilize Simulations and Modeling
Employ computational simulations to predict and optimize the thermal behavior, allowing for adjustments in parameters and geometry to mitigate thermal stress.
- Implement Controlled Cooling
Gradually cool the part in a controlled manner, either through process parameter adjustments or by leveraging post-processing techniques such as controlled cooling environments.
- Apply Heat Treatment
Consider post-processing heat treatments, such as annealing, to relieve residual stresses and enhance the part’s mechanical properties.
- Monitor and Adjust Process Parameters
Continuously monitor critical process parameters such as temperature, laser power, and scanning speed, and make necessary adjustments to minimize thermal stress during the build.
- Perform Quality Control and Inspection
Conduct thorough quality control inspections, including dimensional measurements and non-destructive testing, to identify any potential defects caused by thermal stress and ensure part integrity.
- Iterative Refinement
Continuously analyze and evaluate the results of each build, iteratively refining process parameters, design considerations, and post-processing techniques to further reduce thermal stresses and improve overall part quality.
These steps provide a general guideline for reducing thermal stresses in Powder Bed Fusion Additive Manufacturing. However, it’s important to adapt and customize these steps based on specific material requirements, part geometries, and desired outcomes.
FAQs
Powder Bed Fusion Additive Manufacturing is a process that utilizes laser or electron beams to selectively melt and fuse powder particles, layer by layer, to create three-dimensional objects.
Powder Bed Fusion can work with a wide range of materials, including metals, ceramics, and polymers. The specific material selection depends on the desired properties and intended application of the final part.
Powder Bed Fusion offers several advantages, including high precision, complex geometry capabilities, excellent surface finish, and the ability to produce intricate details in the final part.
To optimize part quality, it’s important to carefully control process parameters such as laser power, speed, layer thickness, and preheating temperature. Additionally, using proper support structures and implementing post-processing treatments like heat treatment can further enhance part quality.
Powder Bed Fusion can be cost-effective for low-volume production or for producing parts with complex geometries that would be difficult or expensive using traditional manufacturing methods. However, it’s important to consider material costs, machine investments, and post-processing requirements.