additive manufacturing technologies
Additive manufacturing technologies are exploding in popularity for a couple of different reasons. These include producing composite materials and manufacturing objects without needing tooling or machining, achieving higher tolerances on smaller parts, and decreasing lead time once it has approved the design.
What types of additive manufacturing technologies exist?
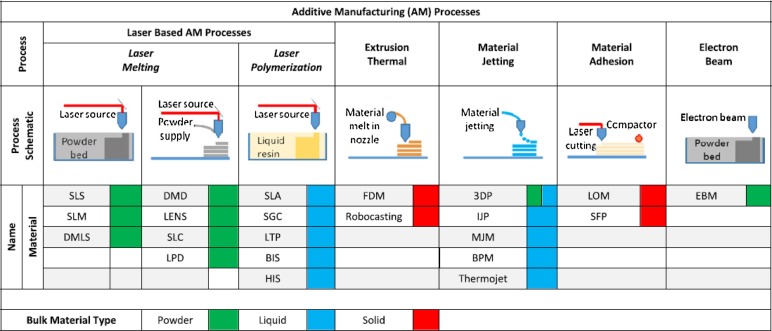
ISO/ASTM standard 52900 was produced in 2015 to unify the expanding terminology around 3D printing and define its processes. There are seven different types of 3D printing processes:
Vat polymerization: Liquid photopolymer (resin) that cures when exposed to light
Material extrusion: thermoplastic (filament) melted at high temperatures and injected into the system through a heated nozzle
Powder bed fusion (PBF): powder particles that a high-energy source has fused
Material jetting: the system sprays a liquid photosensitive fusing agent onto a powder bed and exposes it to light to cure it.
Binder jetting: A system places droplets of the liquid binding agent over a bed of granular materials and then sinters them together.
Direct energy deposition: molten metal simultaneously deposited and fused
Sheet lamination: separate sheets of material cut to shape and laminated together.
Vat photopolymerization
Vat photopolymerization creates parts by curing liquid photopolymer resins selectively with light, often UV light. A resin-filled tank submerges a build platform—the mirrors selectively direct light over the resin surface. After curing each layer, a tiny increment raises or lowers the platform to let the new liquid flow, and then the next layer cures and sticks to the previous one.

Vat photopolymerization types
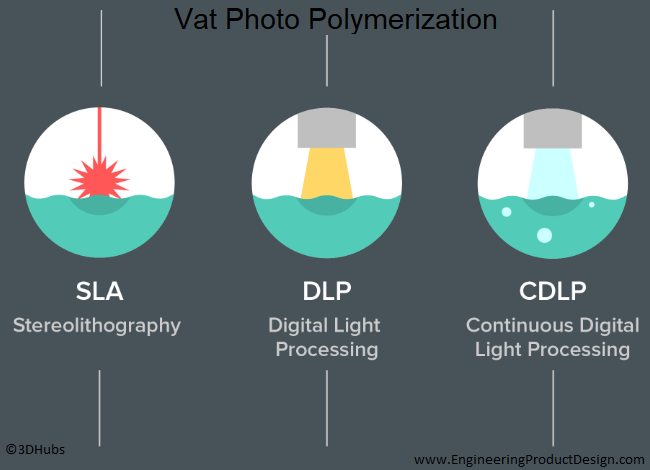
Various printing methods Vat photopolymerization’s additive manufacturing technologies have a few different printing processes. Stereolithography (SLA), direct light processing (DLP), and continuous liquid interface production are the three most common (CLIP). They are highly similar, yet the light source and the focus on the resin are different. We’ve prepared an introduction to SLA 3D printing because it’s by far the most popular.
SLA: A single-point laser traces a thin line over the surface of the resin and fills it in the shape of the cross-sectional layer to cure, using SLA technology. It is pretty precise, yet it can be time-consuming.
DLP employs a digital light projector to flash a single image of an entire layer simultaneously. As a result, it is faster than SLA. A somewhat reduced resolution results from each layer’s appearance being made of square pixels because the projector is a digital screen.
CLIP is similar to DLP, except that the build platform moves continuously. This technique has resulted in even faster build times and nicer z-axis outlines.
Material extrusion
Material extrusion creates parts by layering molten thermoplastic filament extrusions. A hot extrusion nozzle melts a spool of the filament by passing it through. Something constantly deposited it at specific spots, where it cools and solidifies. The device functions similarly to a hot glue gun gently maneuvered across a flat surface.
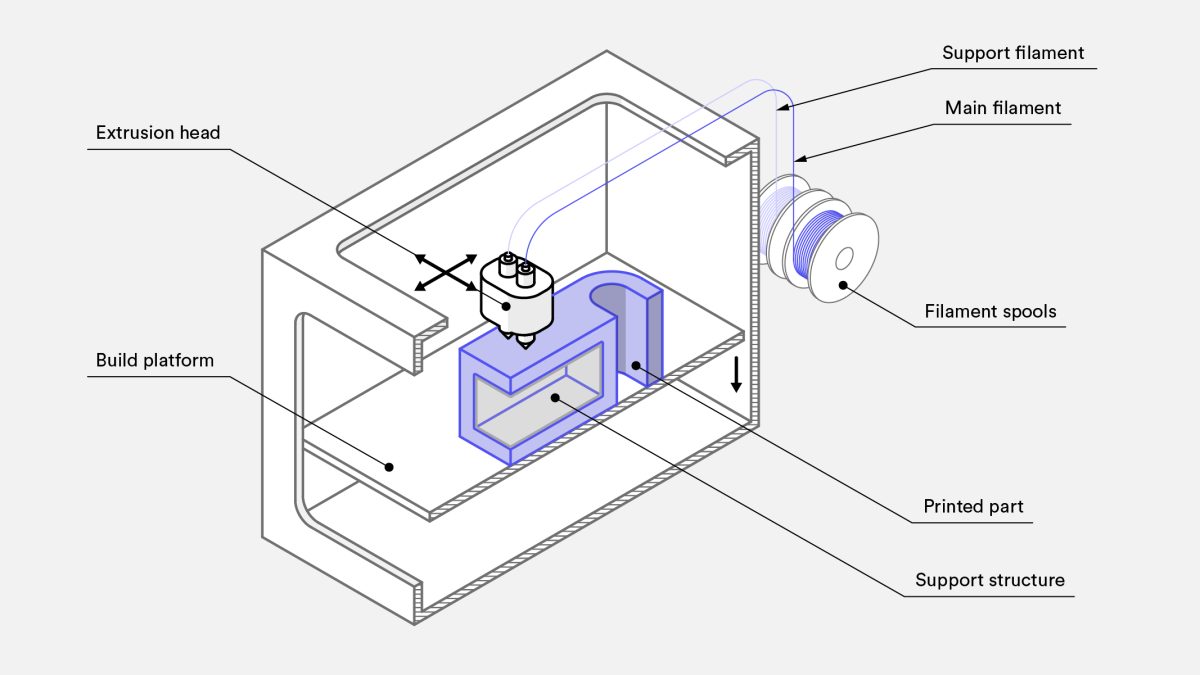
With the build platform, the nozzle can move along three axes. It follows the x- and y-axes to trace the contour of a single cross-section of the print, then layers cross-sections on top of each other along the z-axis to create the full pattern.
Different types of extrusion-based additive manufacturing technologies
Material extrusion printers come in only one type. We also know it as a fused deposition modeling (FDM) printer or a fused filament fabrication printer (FFF). These relatively simple printers are by far the most affordable and commonly available, and they come in various shapes and sizes.
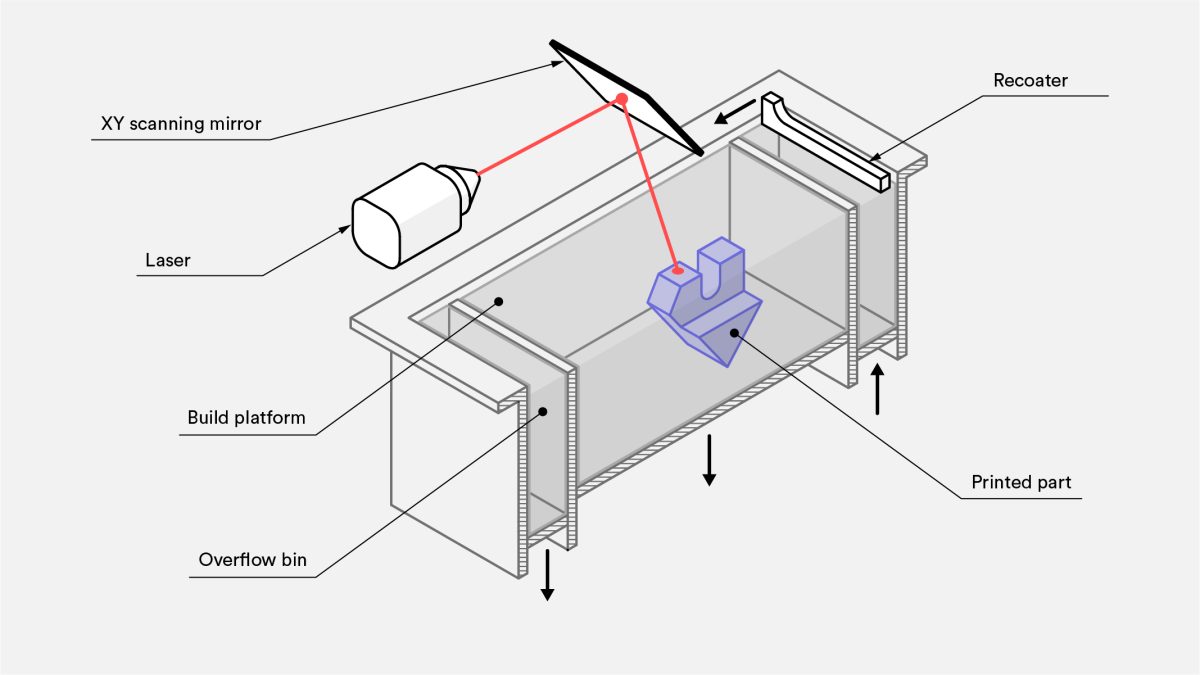
Powder bed fusion (PBF)
PBF’additive manufacturing technologies create parts by selectively melting or sintering powdered particles to form a complete product using an energy force. We heat the powdered material slightly below the melting point and disperse it in an excellent layer over the build platform. A laser or electron beam then scans the surface of the powder, fusing particles to form a single cross-section of the print.
After each layer, they lower the build platform and repeat the procedure. It fused each successive layer to the previous one until it fused the entire thing.
The unfused particles operate as a support framework for the print as they constructed layers on top of one another, obviating the necessity for most separate support structures. The system removes and recycles the extra supporting powder once the print is finished.
Different types of PBF additive manufacturing technologies
A large number of 3D printers use PBF technology. Selective laser sintering (SLS), direct metal laser sintering (DMLS), selective laser melting (SLM), HP’s multi-jet fusion (MJF), high-speed sintering (HSS), and electron beam melting (EBM) are some of the most common varieties that can print in a variety of materials.
SLS uses a laser to sinter particles together, resulting in solid plastic pieces.
DMLS uses a laser to sinter particles together to make porous metal components.
SLM makes solid metal objects by melting rather than sintering particles with a laser. SLM can only print in single metals, not alloys because this is only possible when the particles have the same melting point.
MJF and SLS
People frequently interchange MJF and SLS because they are similar. It uses SLS and material jetting technologies to make solid plastic pieces. A printhead with inkjet nozzles deposits chemicals that encourage and hinder fusing after a layer of powder is placed over the build platform. After that, a high-powered infrared beam passes across the layer, fusing only the spots where the fusing agent was applied.
EBM creates solid metal parts by melting particles together with an electron beam; however, the parts must be made in a vacuum. Only conductive metals can be utilized in the procedure.
HSS employs an inkjet print head to deposit an infrared-absorbing solution directly onto a thin layer of plastic granulate dispersed across the heated surface of a build platform, defining the sintering area. Infrared light fuses the powder under the fluid into a layer.
MJF uses an inkjet array to apply to fuse and detail chemicals selectively across a bed of nylon powder, which is then fused into a solid layer by heating elements.
Material jetting
Material jetting creates parts by spraying tiny droplets of liquid material onto the build platform, which are then solidified using heat or light. A printhead with hundreds of material jets glides across a build platform, depositing material along with an X-axis carrier and covering one entire layer in a single pass, similar to the typical 2D ink-jetting technique.
Multi-material printing, full-color printing, and disposable support structures, such as wax are possible with a single printhead.

Different types of Material jetting additive manufacturing technologies
PolyJet
There are a few different printing technologies within the material jetting category. PolyJet, NanoParticle Jetting (NPJ), and Drop-On-Demand are the three most frequent (DOD).
Stratasys owns and patents PolyJet, the original material jetting technology. It uses a UV laser to cure liquid photopolymer resin and easy-to-remove support material dispensed from the printhead.
NPJ technology
XJet has a patent on NPJ technology. Unlike PolyJet prints, which are cured before it placed in the next layer, they fix NPJ prints after they have printed all layers. It suspended metal or ceramic nanoparticles in a liquid deposited along with support material by the printer. As it deposits each layer, heat in the printer forces the suspension liquid to evaporate, leaving only bonded metal or ceramic and supports behind. We remove the support material once it completes the last layer and then sinters the whole part to link the nanoparticles together.
Drop-On-Demand
SolidScape has a patented technology called DOD (acquired by Stratasys). It’s similar to PolyJet, but something created expressly for high-precision wax printing for investment casting and mold fabrication, with the jewelry industry in mind. Unlike PolyJet, the printhead can move in x- and y-axes to print high-resolution curves. After placing the material droplets, it skimmed each completed layer with a fly cutter to ensure a flat surface. These elements help to increase the dimensional accuracy of the final product.
Binder jetting
Binder jetting creates pieces by selectively depositing a binding agent over a powder bed. First, apply a fine powder layer to the build platform. Next, as the printhead passes past the inkjet nozzle, it deposits a binding agent. Color printing is possible with binder jetting printers by depositing colored ink after the binding agent and before a new layer of powder covers the preceding one.
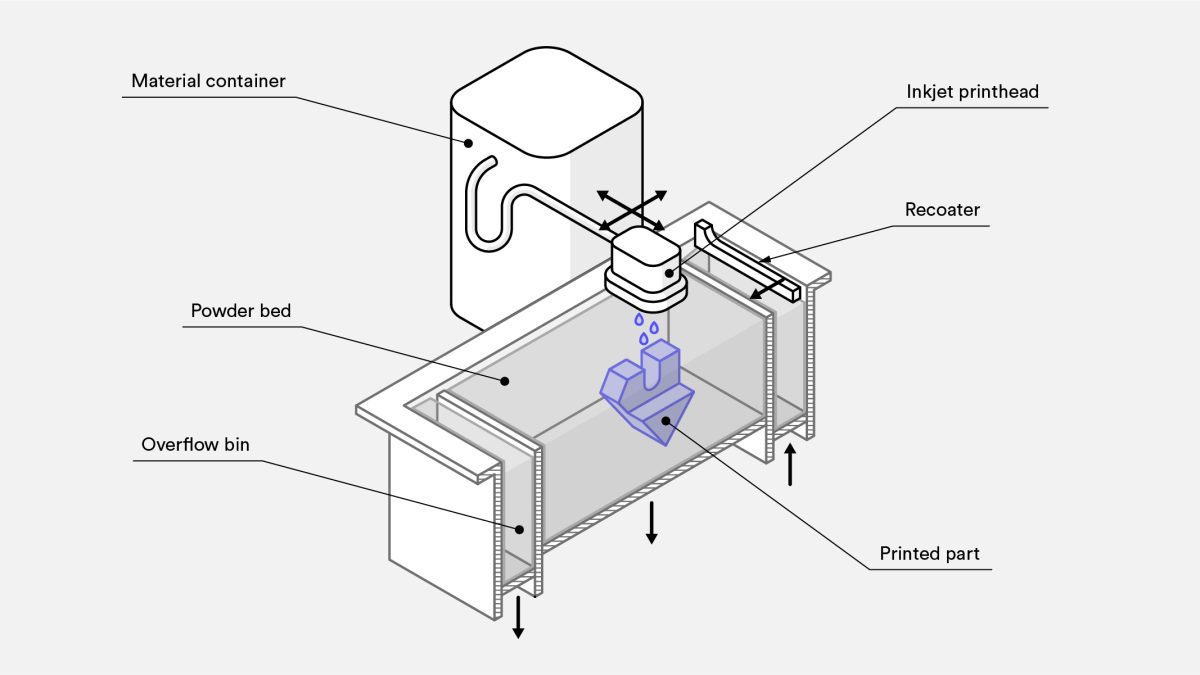
The part is left to cure the powder and allow the binding agent to build strength once the final layer is completed. Some materials are ready to use once retrieved from the powder bin. If parts are to be functional, Infiltrating and sintering parts cause them to shrink by up to 40%.
Different types of Binder jetting additive manufacturing technologies
There is only one method of binder jetting, although there are many different printers, each with its own set of materials and binders. Read our Introduction to Binder Jetting 3D Printing for more information.
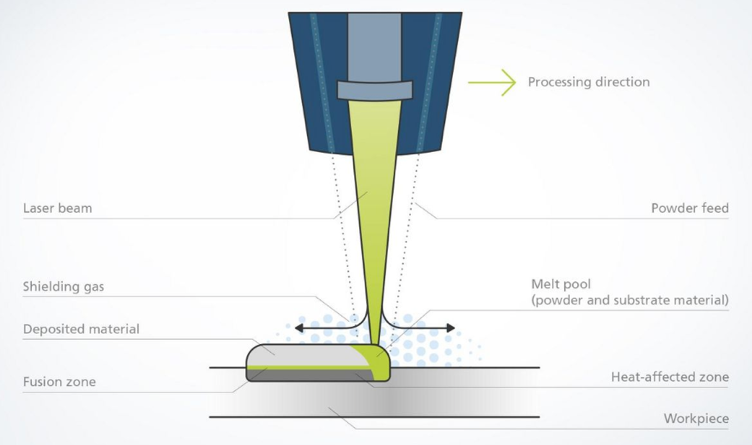
Direct energy deposition
Direct energy deposition (DED) is a method of producing parts by depositing molten metal particles. Metal extrusion printers use a very similar technology to that used in plastic material extrusion printers. The feedstock material is continually fed through a nozzle and melted by a laser, electron beam, or arc at the place of deposition, where it cools and hardens.
To the build platform, the nozzle can move along numerous axes. Three-axis machines trace the shape of a single print cross-section along the x- and y-axes, then layer cross-sections on top of one another along the z-axis to create the full part. Five-axis DED printers aren’t limited to layering parts because they can deposit material from any angle. In this way, they can do more than assemble the parts from the ground up, and they are used to place materials on multiple sides of existing objects.
DMD printers
The DED 3D printing family may appear perplexing at first. Direct metal deposition(DMD) is another name for this process . There are also other proprietary technologies whose names interchange, although their materials and energy sources differ. All of them work on the same principles. Optomec’s Laser Engineered Net Shaping (LENS) is the most well-known example of a device that uses a high-powered laser to fuse particles. Sciaky’s Electron Beam Additive Manufacturing (EBAM) is the most well-known example of using an electron beam to fuse extruded wire.
Different types of DED printers
The LENS deposition head includes a laser head, powder distribution nozzles, and inert gas tubing. The laser melts the powder in the build area and sprays it from the sides to produce a solid object. The inert gas creates an oxygen-and moisture-free shroud, preventing surface oxidation and improving layer adhesion.
Metal welding wire is fed through the nozzle and melted with an electron beam at the point of contact with the build area using EBAM. EBAM is essentially FDM for metals.
Sheet lamination
Sheet lamination creates parts by stacking and laminating sheets of material cut to the single-horizontal cross-sections of the part. Some printers cut the sheets first, then laminate them. Most of the time, we lay out the sheets, laminate them, and then cut them to size.
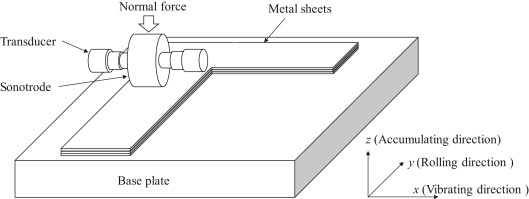
This method is one of the most basic approaches for creating 3D models. Numerous proprietary technologies are based on material, laminating procedures, and cutting techniques, although they appear simple. The process is a specific variant in manufacturing sheet laminated objects (LOM) in most situations. The only fundamentally different approach is ultrasonic consolidation (UC), which uses ultrasonic welding rather than a separate bonding agent.
LOM uses a bonding adhesive to adhere sheets together, then subtracts features layer by layer by CNC milling, laser cutting, or water-jet cutting. Using the same method as LOM, UC uses ultrasonic vibrations as friction welding to laminate the layers.
conclusion
As you can see, additive manufacturing technologies are gaining momentum and are used in many industries. And it’s for this reason; additive manufacturing is going to continue growing as a more widespread technology. For years, what has been considered “out there” has now become the standard and will be one of the most powerful technologies on which we base our future – from medicine and logistics to education and beyond.