A Closer Look at the Working Principles of Directed Energy Deposition System
Introduction
The Directed Energy Deposition System (DEDS) is a cutting-edge technology that revolutionizes the manufacturing process through the controlled deposition of metal using guided energy sources. This method has gained significant importance in various industries due to its unique capabilities and advantages. In this blog post, we will delve into the world of directed energy deposition, exploring its working principles, the significance of this system, and its prominent role among additive manufacturing methods. We will cover a range of topics, including the basic components of DEDS, the intricate working mechanism, control and monitoring systems, the advantages it offers, diverse applications, and future developments. Let’s embark on a comprehensive journey to uncover the remarkable aspects of the Directed Energy Deposition System.
Definition and overview of Directed Energy Deposition System (DED)
Directed Energy Deposition System (DED) is an advanced manufacturing technique that utilizes controlled energy sources, such as lasers or plasma, to deposit and build up metal components. This innovative method has revolutionized the manufacturing industry by offering numerous advantages over traditional manufacturing processes.
DED directs a focused energy beam onto a substrate or workpiece, which melts the surface and creates a molten pool. At the same time, it precisely delivers metal powder feedstock to the molten pool, where it fuses and solidifies, forming successive layers of the desired shape. This layer-by-layer deposition process allows for the creation of complex geometries and intricate structures.
One of the key features of DED is its versatility in working with various materials, including alloys, composites, and even dissimilar materials. This flexibility enables the production of components with tailored properties, such as enhanced strength, durability, and corrosion resistance. Moreover, DED offers the capability to repair and refurbish damaged or worn-out parts, reducing costs and extending the lifespan of critical components.
The applications of DED span across multiple industries, including aerospace, automotive, energy, and healthcare. It is particularly valuable in the production of large-scale components, such as turbine blades, aerospace structures, and molds. The ability to fabricate near-net-shape parts and the reduced material waste make DED a cost-effective and sustainable manufacturing solution.
As technology continues to advance, DED systems are becoming more precise, efficient, and integrated with automation and monitoring capabilities. This allows for real-time process control, quality assurance, and optimization, ensuring consistent and reliable results.
In summary, Directed Energy Deposition System is a state-of-the-art manufacturing method that harnesses controlled energy sources to deposit and build up metal components layer by layer. Its versatility, precision, and material flexibility make it an indispensable tool in modern manufacturing, with applications ranging from complex aerospace structures to repair and maintenance tasks.
Importance and applications of DED in metal manufacturing
Directed Energy Deposition System (DED) plays a pivotal role in metal manufacturing, offering a wide range of benefits and applications. Industries such as aerospace highly value DED for its ability to enable the fabrication of complex geometries and lightweight structures. Its ability to produce intricate internal features and undercuts make it invaluable for creating components with superior functionality.
DED’s application extends beyond manufacturing new parts; it excels in the repair and refurbishment of metal components. By selectively depositing material onto damaged or worn-out parts, DED allows for their restoration, reducing downtime and costs associated with replacements. Industries such as energy highly value this capability, as it allows them to repair crucial components instead of replacing them entirely.
DED’s versatility in working with various materials, including metals and alloys, makes it a sought-after technique. It enables the creation of hybrid components with customized properties, combining different materials to meet specific application requirements. This capability results in components with enhanced strength, durability, and corrosion resistance.
In addition to material versatility, DED stands out for its material efficiency. By depositing material only where needed, DED minimizes waste compared to subtractive manufacturing methods. This sustainability aspect, coupled with cost-effectiveness, makes DED an attractive option for environmentally conscious industries.
DED’s proficiency in producing large-scale components, such as turbine blades and molds, is another advantage. The layer-by-layer deposition process facilitates the creation of near-net-shape parts, reducing post-processing requirements and shortening overall production time.
DED revolutionizes metal manufacturing with its versatility, creating intricate geometries, repairing damaged parts, and producing large-scale components. Its advantages, such as customization, material efficiency, and time savings, make it crucial in aerospace, energy, and beyond. DED’s immense value and widespread applications cement its importance in the metal manufacturing industry.
Basic Components of DED
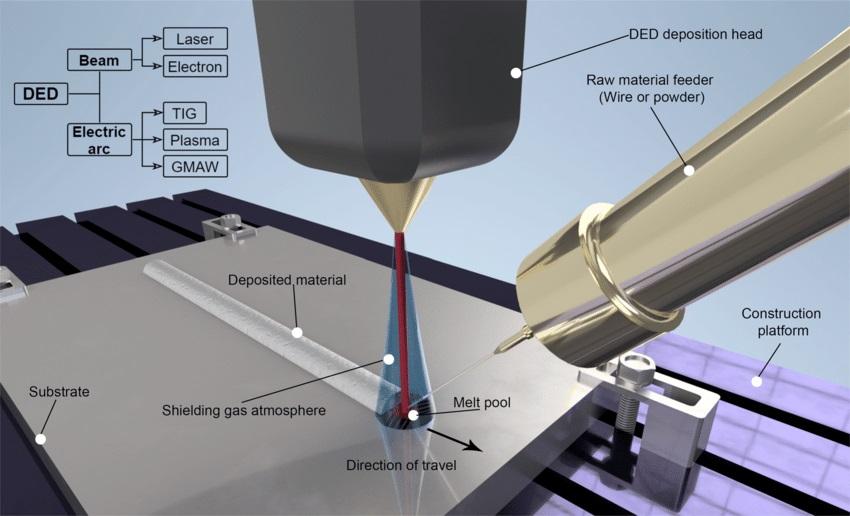
A directed Energy Deposition System (DED) consists of several key components that work together to enable the precise deposition of metal materials. Understanding these basic components is essential to grasp the functioning and capabilities of DED technology.
The first component is the energy source, which can be a laser or plasma. This energy source provides the intense heat required to melt the metal powder and create a molten pool for deposition. The power and control of the energy source determine the efficiency and quality of the deposition process.
The second component is the nozzle or optics system. This component is responsible for delivering the energy beam to the desired location on the substrate or workpiece. The nozzle’s precision and adjustability play a crucial role in achieving accurate deposition and controlling the heat-affected zone.
The third component is the powder feeder. The energy source generates a molten pool, into which it feeds the metal powder feedstock. The powder feeder ensures a continuous and controlled flow of the metal powder, enabling the formation of the deposited layers with the desired thickness and composition.
Lastly, the substrate or workpiece serves as the base material onto which the deposition occurs. It provides the foundation for the build-up process and determines the final shape and characteristics of the fabricated component.
Together, these basic components of DED work in harmony, enabling precise control over the deposition process. The energy source melts the metal powder, the nozzle directs the energy, the powder feeder supplies the feedstock, and the substrate supports the deposition. This synchronized interplay of components is crucial in achieving the desired results in terms of precision, strength, and functionality of the fabricated metal components.
Laser or Plasma Source: Explaining the energy sources used in DED
In the Directed Energy Deposition System (DED), the energy source plays a crucial role in the deposition process. Two commonly used energy sources are lasers and plasma, each with its unique characteristics and advantages.
Laser sources in DED systems emit a highly concentrated and focused beam of light. This laser beam delivers intense heat energy to the metal powder, causing it to melt and form a molten pool. The laser’s precision and control allow for accurate deposition, enabling the creation of complex geometries and fine details in the fabricated components. Additionally, lasers offer a high power density, allowing for efficient melting of the metal powder.
On the other hand, plasma sources in DED systems utilize ionized gas to generate the necessary energy for deposition. Energizing a gas creates plasma, which forms a highly conductive state. We direct this energized plasma stream toward the metal powder, rapidly heating and melting it. Plasma sources possess high energy density and versatility, allowing them to be suitable for various metal alloys and complex deposition requirements.
Both laser and plasma sources offer advantages in terms of precision, control, and flexibility in DED systems. They provide the necessary energy to melt the metal powder, enabling its deposition onto the substrate. The choice between laser or plasma sources depends on factors such as the specific application, material compatibility, deposition speed, and required heat input.
In conclusion, Directed Energy Deposition System (DED) utilizes laser and plasma sources as the key energy sources. These sources deliver the intense heat required to melt the metal powder, enabling precise and controlled deposition. The selection of the energy source depends on the specific requirements of the application, and both options offer unique advantages in achieving high-quality fabricated metal components.
Nozzle or Optics System: Describing the delivery system for directing the energy
The nozzle or optics system in Directed Energy Deposition System is responsible for delivering the energy beam with precision and control to the deposition area. This crucial component ensures the accurate direction and intensity of the energy onto the substrate or workpiece.
The nozzle acts as a conduit, guiding the energy source, such as a laser or plasma beam, to the desired location for deposition. It incorporates optics that shape and focus the energy beam, allowing for the desired spot size and intensity. The adjustability of the nozzle enables fine-tuning of the energy delivery, ensuring precise deposition and control over the heat-affected zone.
In laser-based DED systems, the nozzle may also facilitate the simultaneous delivery of metal powder feedstock. This coaxial powder delivery mechanism enables the precise feeding of the powder into the molten pool, formed by the energy source, for layer formation.
The nozzle’s optics system consists of lenses, mirrors, and other optical elements that optimize the energy beam profile, focus, and spot size. These components further enhance the control and efficiency of the energy delivery, ensuring accurate deposition and desired results.
The design and quality of the nozzle or optics system are crucial for achieving reliable and precise deposition. By providing control over the energy direction and intensity, this system plays a vital role in determining the quality and accuracy of the deposition process. Ongoing advancements in nozzle and optics technology continue to enhance the performance and capabilities of DED systems.
In summary, the nozzle or optics system in Directed Energy Deposition System delivers the energy beam with precision and control. It shapes and focuses the beam, facilitates the delivery of metal powder, and incorporates optical elements for optimal energy delivery. The design and functionality of this system significantly impact the accuracy and quality of the deposition process.
Powder Feeder: Discussing the mechanism for supplying metal powder feedstock
The powder feeder in Directed Energy Deposition System (DED) plays a critical role in delivering metal powder feedstock with precision and control. This component ensures a continuous and controlled flow of powder throughout the deposition process.
The feeder comprises various elements designed to facilitate efficient powder delivery. It includes a hopper or reservoir to hold the metal powder, providing a steady supply for uninterrupted deposition.
Mechanisms like augers, screws, or vibratory trays are used to regulate the powder flow. These mechanisms control the rate of powder delivery, ensuring consistency and accurate deposition.
The powder feeder integrates sensors and feedback mechanisms to monitor and maintain the desired flow rate. Real-time feedback allows for adjustments, ensuring precise deposition.
Some DED systems integrate the powder feeder with the energy source delivery system, enabling simultaneous feeding of powder and the energy beam. This ensures synchronized powder deposition into the molten pool.
The powder feeder handles various metal powders, accommodating different sizes and compositions. It enables the deposition of single or multiple materials, facilitating the creation of components with customized properties.
In summary, the powder feeder in DED is responsible for the controlled delivery of metal powder feedstock. Through its mechanisms, sensors, and integration with energy sources, it ensures a continuous and precise flow of powder for accurate and high-quality layer formation. The powder feeder is instrumental in achieving desired characteristics and properties in fabricated components through controlled powder deposition.
Substrate or Workpiece: Highlighting the base material on which deposition occurs
The substrate or workpiece in Directed Energy Deposition System (DED) serves as the foundation for the deposition process, where layer-by-layer fabrication takes place.
The substrate refers to the base material onto which the deposition occurs. It can be a pre-existing component or a specially prepared surface. The choice of substrate depends on the application requirements and the desired properties of the final fabricated component.
The substrate provides stability and support during the deposition process, ensuring the accurate placement of each layer. It also influences the mechanical, thermal, and chemical properties of the final component.
In DED, the substrate’s surface may undergo pre-processing steps to enhance adhesion and promote bonding between the deposited layers and the substrate. This may involve surface cleaning, roughening, or the application of interfacial layers or coatings.
The selection of the substrate material is crucial, as it determines the compatibility with the deposited material and the overall performance of the component. Various metals, alloys, and even non-metallic materials can serve as substrates in DED, depending on the specific application requirements.
The substrate or workpiece acts as the starting point for the DED process, providing the necessary support and serving as the platform for the layer-by-layer deposition of the material. It influences the final properties of the fabricated component and plays a significant role in ensuring its structural integrity and performance.
In summary, the substrate or workpiece in Directed Energy Deposition System (DED) serves as the base material onto which the deposition occurs. It provides stability, and support, and influences the properties of the fabricated component. Proper substrate selection and preparation are essential for achieving successful deposition and ensuring the desired performance of the final product.
Working Principles of DED
The working principles of a Directed Energy Deposition System (DED) involve precise control over energy delivery and material deposition to fabricate complex components layer by layer.
DED utilizes an energy source, such as a laser or plasma, to generate a concentrated beam. The operator directs this beam onto the substrate, creating a molten pool where material deposition occurs.
The energy source, coupled with the nozzle or optics system, ensures accurate and controlled energy delivery to the desired location. The nozzle directs the energy beam, while the optics system optimizes its focus and spot size.
Simultaneously, the powder feeder supplies metal powder feedstock into the molten pool, facilitating layer formation. Careful control of the powder feed rate ensures consistent deposition and adherence to the substrate.
The deposition process involves precise coordination between the energy source, nozzle, powder feeder, and substrate. The energy melts the powder, which rapidly solidifies to form a new layer. We build subsequent layers upon the previous ones until we create the desired component.
Throughout the process, real-time monitoring and feedback mechanisms maintain deposition parameters, ensuring accurate layer thickness and quality.
The working principles of DED enable the fabrication of complex geometries, repair of damaged components, and utilization of various materials. This technology offers precise control over material deposition, leading to highly customized and functional end products.
In conclusion, Directed Energy Deposition System (DED) operates on the principles of controlled energy delivery and layer-by-layer material deposition. The integration of the energy source, nozzle, powder feeder, and substrate ensures the precise fabrication of complex components with diverse applications. DED’s working principles pave the way for advanced manufacturing techniques and the creation of innovative, tailored products.
Process Setup: Steps involved in preparing the DEDS for operation
The setup process for the Directed Energy Deposition System (DED) involves several steps to ensure the proper preparation and readiness of the system for operation.
- System Calibration: The first step is to calibrate the DED system, including the energy source, optics, and powder feeder. Calibration ensures accurate energy delivery, precise focus, and controlled powder flow.
- Substrate Preparation: Before deposition, it is necessary to properly prepare the substrate or workpiece. This may involve cleaning the surface, removing contaminants, and applying surface treatments or coatings to enhance adhesion.
- Material Selection: Choosing the appropriate metal powder feedstock is crucial. We consider factors such as material composition, particle size, and compatibility with the substrate and deposition requirements.
- Powder Feeder Setup: The powder feeder configures the feed rate, ensuring a consistent and controlled flow of the metal powder during deposition. It adjusts the feed rate based on the desired deposition parameters.
- Nozzle Configuration: The operator adjusts the nozzle or optics system to achieve the desired energy beam profile, focus, and spot size. Proper nozzle configuration ensures accurate energy delivery and deposition control.
- Process Parameters Selection: Based on the specific application requirements and desired component characteristics, we determine critical process parameters such as energy intensity, scanning speed, layer thickness, and powder flow rate.
- Test Runs and Optimization: Conducting test runs before full-scale operation fine-tunes the process parameters and ensures optimal deposition quality. These tests help identify and resolve any potential issues or inconsistencies.
- Safety Precautions: It is important to adhere to safety protocols during the process setup. This includes wearing appropriate personal protective equipment, implementing proper ventilation, and following safety guidelines for handling the energy source and metal powder.
Powder Delivery and Melting: Explaining how the metal powder is fed and melted
The Directed Energy Deposition System (DED) delivers and melts metal powder to facilitate the layer-by-layer deposition process.
Powder Delivery: The metal powder feedstock is fed into the deposition area using a powder feeder. The powder feeder employs mechanisms such as augers, screws, or vibratory trays to control the flow rate and ensure a consistent supply of powder. Adjust the feed rate to match the deposition requirements, providing precise control over the amount of powder being delivered.
The energy beam, generated by a laser or plasma source, exposes the metal powder to initiate powder melting once it reaches the deposition area. The intense energy from the beam rapidly heats and melts the metal powder, forming a molten pool. The energy source provides the necessary heat to raise the powder’s temperature above its melting point, enabling fusion and adhesion to the substrate.
The molten pool created by the energy source allows for material fusion and deposition. As the energy beam moves across the substrate, the molten metal solidifies, forming a new layer. Subsequent layers are added by repeating the process, resulting in the desired component.
The combination of precise powder delivery and controlled energy application ensures accurate deposition and optimal material properties. Carefully adjust the process parameters, including energy intensity, scanning speed, and powder flow rate, to achieve the desired melting and deposition characteristics.
By feeding and melting the metal powder in the Directed Energy Deposition System (DED), the process enables the fabrication of complex components with precise control over material properties and layer formation. The efficient powder delivery and controlled melting contribute to the quality and integrity of the final product.
Energy Deposition: Describing the directed energy’s interaction with the molten powder
In the Directed Energy Deposition System (DED), the directed energy interacts with the molten powder during the deposition process.
The laser or plasma source focuses the directed energy onto the molten pool of metal powder. The intense energy beam transfers heat to the molten powder, increasing its temperature further and promoting material fusion.
As the energy beam interacts with the molten powder, several phenomena occur. The energy is absorbed by the molten metal, causing it to melt and become more fluid. This allows for better flow and controlled material deposition.
The energy deposition process influences the solidification behavior of the molten powder. The controlled application of energy affects the cooling rate, which directly impacts the microstructure and mechanical properties of the deposited material.
The energy deposition also influences the thermal profile of the molten pool. The precise control of energy intensity, scanning speed, and beam diameter determines the temperature distribution and gradients within the molten pool, affecting the final material properties.
Additionally, the energy deposition process facilitates the mixing of the molten powder with previously deposited layers. This promotes metallurgical bonding, ensuring the integrity and strength of the fabricated component.
Through careful control of the energy deposition parameters, such as power, speed, and beam manipulation, the Directed Energy Deposition System (DED) achieves accurate and controlled material fusion and deposition.
In summary, energy deposition in DED involves the directed energy’s interaction with the molten powder. The controlled application of energy influences material flow, solidification behavior, thermal profile, and metallurgical bonding, ultimately determining the quality and properties of the deposited layers.
Solidification and Bonding: Discussing the formation and bonding of the deposited layers
In the Directed Energy Deposition System (DED), solidification and bonding are critical aspects of the deposition process. The molten powder rapidly cools and solidifies, forming a new layer with desired properties. Solidification is influenced by cooling rates, thermal gradients, and material composition, resulting in specific microstructures and mechanical characteristics.
Metallurgical bonding between layers is vital for component integrity. The directed energy’s heat promotes diffusion and intermixing, establishing strong bonds. Control of deposition parameters, including power, speed, and spot size, ensures optimized thermal profiles and bonding conditions.
The substrate also plays a crucial role in bonding. Compatibility, surface preparation, and interfacial treatments enhance adhesion and bonding strength.
Proper solidification and bonding result in well-formed layers with strong metallurgical bonds. This enables the fabrication of functional components with desired properties and structural integrity.
In summary, solidification and bonding in DED involve controlled cooling and transformation of molten powder into solid layers. Metallurgical bonding is achieved through diffusion and intermixing, ensuring strength and integrity. Control of deposition parameters and substrate preparation enhance bonding quality and overall component performance. DED offers tremendous potential for advanced manufacturing and tailored applications.
Control and Monitoring Systems
In the Directed Energy Deposition System (DED), control and monitoring systems play a crucial role in ensuring process efficiency and quality. These systems enable precise control over deposition parameters and real-time monitoring of key variables.
Control systems are responsible for managing the energy source, powder delivery, and motion control. They regulate factors such as power intensity, scanning speed, powder flow rate, and deposition path, ensuring accurate and consistent deposition. Advanced control algorithms optimize the process, minimizing errors and improving overall efficiency.
Monitoring systems provide real-time feedback on critical variables during deposition. They may include temperature sensors, cameras, or laser-based monitoring techniques. By continuously monitoring variables such as temperature gradients, melt pool size, and deposition quality, these systems enable immediate adjustments and ensure the desired outcomes.
The integration of control and monitoring systems enables closed-loop feedback control, where deviations from the desired parameters trigger automated adjustments. This ensures precise and reliable deposition, minimizing defects and maximizing the quality of the fabricated components.
Furthermore, data acquired from the control and monitoring systems can be used for process optimization, quality assurance, and traceability. Analyzing the collected data allows for continuous improvement of the DED process and the identification of areas for enhancement.
In summary, control and monitoring systems in the DED system enhance process efficiency and quality. They enable precise control over deposition parameters and real-time monitoring of critical variables. The integration of these systems facilitates closed-loop feedback control, optimizing deposition and ensuring high-quality components. The data collected from these systems also support process optimization and quality assurance efforts.
Real-time Monitoring: Exploring sensors and monitoring techniques for process control
Real-time monitoring plays a vital role in ensuring precise control and quality in the Directed Energy Deposition System (DED). By exploring various sensors and monitoring techniques, the process can be effectively controlled within a narrow range of parameters.
Sensors, such as temperature sensors, cameras, and thermal imaging devices, provide valuable feedback on key variables during the deposition process. They enable the detection of temperature gradients, melt pool characteristics, and other critical parameters in real time. This information helps operators make immediate adjustments to optimize the process and ensure the desired outcomes.
Advanced monitoring techniques, such as laser-based monitoring or spectroscopic analysis, offer additional insights into the deposition process. These techniques allow for in-depth analysis of the material’s properties, such as composition, microstructure, and defects. By monitoring these characteristics, operators can make informed decisions to improve the overall quality of the fabricated components.
Real-time monitoring facilitates closed-loop feedback control, where deviations from the desired parameters trigger automatic adjustments. This continuous monitoring and control ensure precise deposition, minimize defects, and enhance the overall efficiency of the process.
The integration of sensors and monitoring techniques in the DED system enables real-time data acquisition and analysis. This data can be used for process optimization, quality assurance, and documentation purposes. It allows for a deeper understanding of the process dynamics and helps identify areas for improvement.
In summary, real-time monitoring in the DED system involves the use of sensors and advanced techniques to monitor key variables during the deposition process. By providing real-time feedback, these monitoring systems enable precise control, minimize defects, and optimize the overall process. The integration of sensors and monitoring techniques enhances the quality and efficiency of the fabricated components in DED applications.
Feedback Mechanisms: Describing how data is used to optimize the deposition process
Feedback mechanisms play a critical role in the Directed Energy Deposition System (DED) by utilizing data to optimize the deposition process. These mechanisms involve the collection, analysis, and application of real-time data to achieve precise control and continuous improvement.
During the deposition process, sensors and monitoring systems gather data on various parameters such as temperature, melt pool characteristics, and deposition quality. This data is then analyzed to identify deviations from the desired parameters and assess the quality of the deposited layers.
Using advanced algorithms and control systems, the collected data is compared to predefined targets or models, allowing for immediate adjustments to deposition parameters. This closed-loop feedback control ensures that the process remains within the desired specifications, minimizing defects and enhancing the overall quality of the fabricated components.
The feedback mechanisms in the DED system also enable process optimization. By analyzing the collected data over multiple deposition cycles, trends, and patterns can be identified. This analysis helps in fine-tuning the process parameters, optimizing deposition conditions, and achieving consistent and reliable results.
Furthermore, the utilization of feedback mechanisms supports continuous improvement efforts. By documenting and analyzing data from different deposition runs, operators can identify areas for enhancement, address process inefficiencies, and implement corrective actions to achieve better results in subsequent iterations.
In summary, feedback mechanisms in the DED system utilize real-time data to optimize the deposition process. By analyzing the collected data, immediate adjustments can be made, ensuring precise control and minimizing defects. The utilization of feedback mechanisms also supports process optimization and continuous improvement, leading to enhanced quality and efficiency in the fabricated components.
Layer Control and Accuracy: Discussing strategies for achieving precise layer deposition
Achieving precise layer deposition is crucial in the DED System. Various strategies are employed to ensure accurate control and enhance the accuracy of layer-by-layer fabrication.
One approach is the utilization of real-time monitoring and feedback mechanisms. By continuously monitoring key parameters such as melt pool characteristics, temperature, and deposition quality, deviations from the desired specifications can be detected and corrective actions can be implemented promptly. This feedback-driven control system enables precise adjustment of deposition parameters to achieve the desired layer thickness and deposition accuracy.
Another strategy involves optimizing deposition path planning. By carefully designing the toolpath and controlling the energy deposition, the deposition can be precisely controlled to follow the desired contour, resulting in accurate layer formation. Advanced algorithms and simulation techniques are employed to generate optimized toolpaths, considering factors such as material properties, geometry, and deposition constraints.
Material selection and powder characteristics also contribute to layer control and accuracy. Using suitable metal powders with controlled particle size distribution and flowability ensures uniform powder feed and deposition. Additionally, optimizing the parameters of powder delivery, such as powder flow rate and powder nozzle design, contributes to precise layer formation.
Furthermore, controlling the energy input during the deposition process is crucial. The laser or plasma source is precisely controlled to provide the required energy input for melting and bonding the powder particles. The power level, scanning speed, and beam focus is adjusted to achieve the desired energy density and control the heat input, resulting in accurate layer formation.
In summary, achieving precise layer deposition in the DED system requires a combination of strategies. Real-time monitoring, feedback mechanisms, optimized toolpaths, suitable material selection, and precise energy control all play vital roles in ensuring accurate layer-by-layer fabrication. By employing these strategies, the DED system can achieve high precision and accuracy in the deposition process.
Conclusion
In conclusion, the Directed Energy Deposition System (DED) is a powerful additive manufacturing technique that enables precise and efficient fabrication of metal components. By harnessing directed energy sources, such as lasers or plasma, the DED system can deposit molten metal powder onto a substrate, layer by layer, to build complex geometries.
The key components of the DED system, including the laser or plasma source, nozzle or optics system, powder feeder, and substrate or workpiece, work together seamlessly to ensure successful deposition. The energy deposition process involves the delivery of energy to the molten powder, resulting in the solidification and bonding of the deposited layers.
To optimize the DED process, control and monitoring systems are utilized, which involve real-time monitoring, feedback mechanisms, and data analysis. These systems enable precise control of parameters, such as melt pool characteristics and temperature, to achieve accurate layer deposition. Additionally, feedback mechanisms allow for adjustments to be made in real-time, ensuring the desired specifications are met.
Layer control and accuracy are paramount in achieving precise layer deposition. Strategies such as optimizing toolpaths, selecting suitable materials and powder characteristics, and controlling energy input contribute to accurate layer formation. By employing these strategies, the DED system can achieve high precision and accuracy in the fabrication process.
In conclusion, the Directed Energy Deposition System offers great potential for various applications in metal manufacturing, including aerospace, automotive, and medical industries. Its ability to fabricate complex geometries with high precision and efficiency makes it a valuable technology in the field of additive manufacturing.
As further advancements are made in process control, material selection, and monitoring techniques, the Directed Energy Deposition System will continue to evolve, enabling the production of high-quality, customized metal components with improved efficiency and reliability.
Recap of the working principles and benefits of Directed Energy Deposition System
The Directed Energy Deposition System (DED) is a cutting-edge additive manufacturing method that utilizes directed energy sources, like lasers or plasma, to deposit molten metal powder onto a substrate. By layering the material in a controlled manner, DED enables the creation of complex and customized metal components.
DED operates based on precise energy deposition control, which relies on several key components. The energy source, such as a laser or plasma, delivers focused energy to melt the metal powder, while the nozzle or optics system directs the energy to the desired areas. The powder feeder ensures a continuous supply of powder, maintaining a steady deposition process. The substrate or workpiece serves as the foundation for layer-by-layer deposition.
One of the major advantages of DED is its ability to produce large-scale, high-quality metal components with exceptional precision. Its layer-by-layer approach allows for intricate geometries and fine details, making it suitable for diverse industries, including aerospace, automotive, and medical.
DED offers numerous benefits over traditional manufacturing techniques. It enables on-demand production, reducing lead times and inventory costs. It also accommodates a wide range of materials, including exotic alloys and composites, expanding design possibilities. Additionally, DED supports repair and refurbishment processes, prolonging the lifespan of critical components.
Moreover, DED provides flexibility for design modifications and customization. It allows for the integration of additional features or functional elements during the deposition process, eliminating the need for multiple manufacturing steps. This reduces assembly time and enhances overall productivity.
In conclusion, the Directed Energy Deposition System revolutionizes metal manufacturing through advanced technology and precise control. Its working principles ensure accurate and efficient deposition, resulting in high-quality components. With its advantages of flexibility, customization, and reduced production time, DED has the potential to transform various industries and drive innovation in additive manufacturing.
Future prospects and potential advancements in the field
The field of DED holds promising future prospects and potential advancements. As technology continues to evolve, DED is expected to witness significant improvements and advancements that will further enhance its capabilities.
One area of development lies in the refinement of energy sources. Research and development efforts are focused on improving the power and precision of lasers or plasma used in DED. This will enable finer control over the deposition process, resulting in higher accuracy and resolution.
Another aspect with great potential is the expansion of compatible materials. Scientists and engineers are exploring new alloys, composites, and exotic materials that can be successfully employed in DED. This will broaden the range of applications and offer more choices for manufacturing various components.
Furthermore, advancements in process monitoring and control systems are expected. Real-time monitoring techniques, integrated sensors, and advanced data analytics will enable enhanced process control and quality assurance. This will ensure the production of defect-free components and facilitate rapid detection and correction of any deviations.
Additionally, automation and robotics are anticipated to play a significant role in the future of DED. Integration with intelligent robotic systems will streamline the deposition process, enabling higher productivity and reducing human intervention. This will result in faster manufacturing cycles and improved efficiency.
In terms of scalability, efforts are being made to enhance the capability of DED for large-scale manufacturing. This includes the development of multi-nozzle systems and parallel processing techniques, enabling simultaneous deposition on multiple areas, thereby reducing production time.
Overall, the future of the DED System looks promising. With advancements in energy sources, materials, monitoring systems, automation, and scalability, DED is poised to revolutionize the manufacturing industry. It holds the potential to create complex, customized, and high-quality components with increased efficiency and reduced costs, paving the way for a new era of additive manufacturing.
How to choose the appropriate energy source (laser or plasma) for your DED process?
- Assess Process Requirements
Evaluate the specific requirements of your DED process, including the material being deposited, desired deposition rate, the precision needed, and overall system capabilities.
- Understand Laser Energy Source
Research and understand the characteristics and advantages of using a laser energy source, such as high energy density, precise control, and suitability for certain materials.
- Explore Plasma Energy Source
Explore the benefits and capabilities of using a plasma energy source, such as high deposition rates, broader material compatibility, and efficient heat transfer.
- Consider Material Compatibility
Analyze the compatibility of the target material with both laser and plasma energy sources. Consider factors such as material sensitivity to heat, melting point, and chemical reactions.
- Evaluate Process Control Requirements
Assess the level of control and precision required in your DED process. Consider whether a laser energy source’s focused beam or a plasma energy source’s wider energy distribution aligns better with your needs.
- Review Cost and Investment
Evaluate the costs associated with each energy source, including equipment, maintenance, and consumables. Consider your budget and the long-term investment required for each option.
- Seek Expert Advice
Consult with experts, manufacturers, and industry professionals to gather insights and recommendations based on their experience and expertise in DED processes.
- Make an Informed Decision
Based on the assessment of process requirements, material compatibility, control needs, cost, and expert advice, make an informed decision on whether a laser or plasma energy source is the most suitable for your DED process.
FAQs
DED is an additive manufacturing technique that involves using a focused energy source, such as a laser or plasma, to melt and deposit material layer by layer, allowing for the creation of complex and functional parts.
DED can work with various materials, including metals, alloys, ceramics, and composites. The specific compatibility depends on the energy source used, as well as the melting point and other properties of the material.
DED can achieve excellent layer deposition and dimensional accuracy, especially when using a laser energy source. The precision depends on factors such as the energy source’s beam control, scanning strategy, and system calibration.
Yes, one of the significant advantages of DED is its ability to repair damaged or worn-out parts. By selectively adding material to the affected areas, DED can restore the part’s functionality and extend its lifespan.
Working with DED systems requires adherence to safety protocols. This includes wearing appropriate personal protective equipment (PPE), ensuring proper ventilation, and following safety guidelines provided by the equipment manufacturer.
The cost of DED can vary depending on factors such as the energy source used, material costs, equipment, and post-processing requirements. Generally, DED can be cost-effective for repairing or modifying high-value parts, but economic feasibility should be evaluated on a case-by-case basis.